-
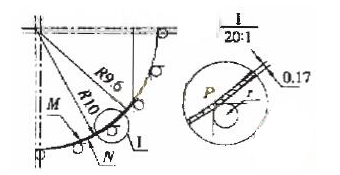
在數控車床使用過程中,為了降低被加工工件表面的粗糙度,減緩刀具磨損,提高刀具壽命,通常將車刀刀尖刃磨成圓弧形,圓弧半徑一般在0.4~1.6mm之間。 [詳情]
-

隨著國家航空事業、數控加工的不斷發展,航空結構件在整個航空事業當中起著舉足輕重的作用,本文針對其中典型的薄壁加工變形,從控制其毛坯狀態、裝夾方案等方面來不斷提高航空結構件在數控加工精度,從而提升整個航空事業的發展。 [詳情]
-

文章介紹了基于NX7.0的高速數控編程操作過程。分析了典型葉輪零件的工藝設計流程,主要進行了葉輪零件3軸粗銑加工、5軸半精加工,通過深度輪廓、可變軸輪廓、清角加工等方法對葉輪零件各部分進行精加工,進行了仿真驗證。 [詳情]
-
數控機床是綜合應用微電子、計算機、自動控制、自動檢測以及液壓傳動和精密機械等技術的最新成果而發展起來的完全新型的機械加工設備。[詳情]
-
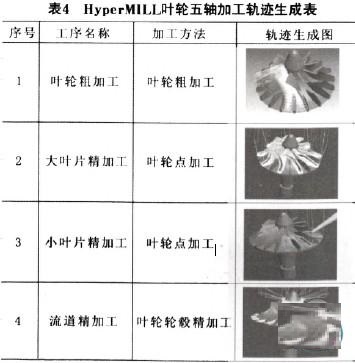
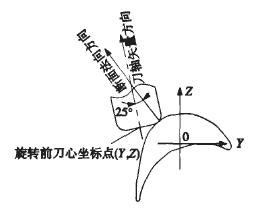
五軸加工技術充分利用刀具的最佳切削點或通過進一步優化刀具和工件的位姿角來進行切削,從而獲得更高的切削效率和更好的加工表面質量。[詳情]
-
后置處理是數控加工自動編程中需要考慮的一個重要問題。將原刀位數據文件轉變成指定機床能執行的數控程序的過程稱為后置處理。[詳情]
-
MasterCAM是一種基于PC平臺的CAD/CAM軟件。MastercAM提供了多種先進的粗加工技術,以提高零件加t的效率和質量。[詳情]
-
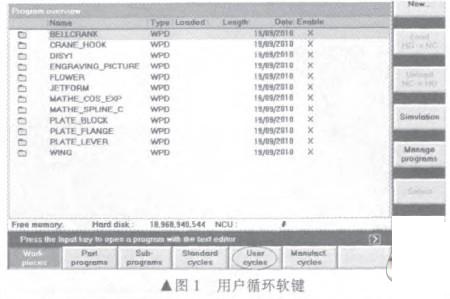
在系統編程區域的水平軟鍵中,西門子提供了一個專用的用戶循環菜單(如圖1),在該菜單下的用戶循環程序(變量子程序)。可不在主程序中聲明而直接調用。[詳情]
-
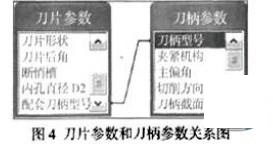
隨著機械技術不斷發展,在現代機械加工中越來越多企業引入加工中心、數控車床、數控鏜銑床等數控加工設備,從而使數控刀具代替傳統刀具,被大量應用在生產的第一線中,成為數控加工中的主要角色。[詳情]
-
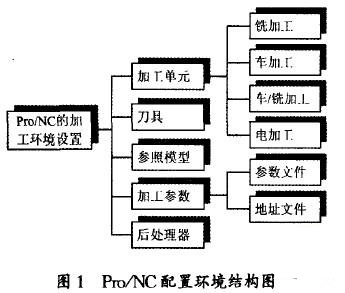
Pro/NC是美國參數技術公司(PTC)用于加工的核心模塊,高度繼承了PTC公司全線產品的特性,具備全部關聯和同一核心數據庫,因此保證了在加工程序設計過程的高效性。[詳情]
-
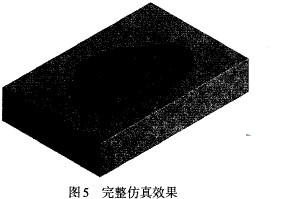
底座模具型腔的三維圖如圖1所示,長方體結構,最大輪廓尺寸360x238x70mm,上頂面居中開設型腔,型腔部分比較陡峭并且圓角光滑過渡,型腔最深處53mm,其余面為平面,材質為P20。[詳情]
-
近年來,隨著經濟高速發展,為提高競爭力,企業自覺地應用高新技術來改造傳統產業,數控機床在機械制造加工業中得到了越來越廣泛的應用。[詳情]
-

在運用CAD/CAM技術進行汽車沖壓模具設計過程中,經常要依據經過沖壓分析后的沖壓工藝數模進行分模設計。傳統的CAD分模過程常常要耗費大量的時間與精力,直接影響了設計效率。[詳情]
-

加工中心(英文縮寫為CNC 全稱為Computerized Numerical Control): 是帶有刀庫和自動換刀裝置的一種高度自動化的多功能數控機床。[詳情]




