-
數控機床在啟動、停止或切削加工過程中改變進給速度時,由于伺服驅動元件的響應頻率跟不上微機插補運算所輸出的進給指令信號頻率,而容易產生失步或超程,直接影響加工精度。本文較為詳細地分析了以步進電機或交直流伺服電機作為伺服驅動元件的開環、閉環(半閉環)控制系統中產生以上問題的原因,介紹了為解決以上矛盾所采取自動升降速處理的原理、方法和步驟。 [詳情]
-
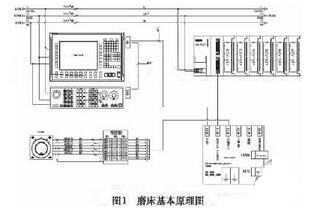
本文對輥環磨床控制系統故障現象進行了分析,根據磨床的特點和現場的運行環境、伺服電動機等條件,提出采用西門子 840Di 控制系統代替原來控制系統的改進方案。經實踐證明,改造后的設備故障率明顯降低,生產效率得到極大的提高。 [詳情]
-
人機界面是數控系統各種應用程序的操控平臺,設計一個界面簡潔,操控方便的人機界面,是構建開放式數控系統的重要內容,文章通過一個采用C++Builder編程語言構建基于固高GT400運動控制器的開放式數控系統人機界面的實例,論述了界面的顯示方案規劃、界面設計過程及坐標運動軌跡的實時顯示方法等,著重討論了設計過程中界面與主要功能模塊文件的銜接方法。[詳情]
-

文介紹了高速加工中心數控系統的硬件配置要點和方法,論述了全閉環控制、龍門軸和第三方主軸的應用等關鍵技術,解決了第一輪開發中存在的 Y軸響應低的問題。 [詳情]
-
本文建立基于差分方程的伺服驅動系統控制器數學模型,將控制器的設計和伺服驅動系統的設計融為一體,建立各部分的差分方程,找出系統輸入輸出在趨于穩定狀態時的關系,仿真反求出滿足關系的一組控制器差分方程組系數,探索出了數控木工加工中心伺服驅動系統仿真設計方法。 [詳情]
-
本文利用先進的數控制造技術加工海洋平臺主要構件H型鋼,并針對H型鋼切割的特點設計了一個界面簡單、自動生成NC程序、自動計算運動軌跡的傻瓜型數控系統。結果證明該數控系統運行良好。 [詳情]
-
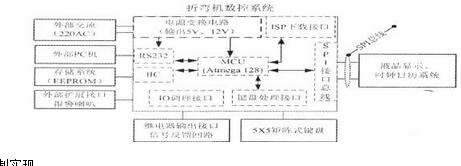
根據市場對中、低檔數控系統自動化的要求,設計了基于單片機技術與普通交流三相電機進行配合的折彎機經濟型多軸數控系統。[詳情]
-

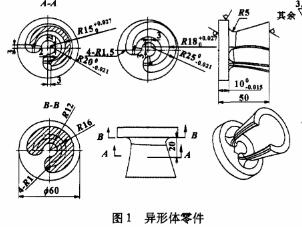
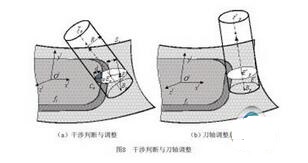
基于CAXA制造工程師2011軟件平臺,針對某一具體異形體零件,建立其三維模型,制定了加工策略,合理規劃刀具軌跡,再導入VERICUT軟件進行仿真加工,最后利用雙轉臺五軸聯動數控加工中心,一次裝夾完成了全部加工,經檢測完全滿足圖紙要求,從而進一步體現了五軸聯動數控加工中心在實際加工中的優勢。 [詳情]
-

淺述數控車削加工中刀具和切削液的選擇。[詳情]
-
目前CAD/CAM等軟件多種多樣,功能也各有各的特點,不過有些軟件在應用時相對比較復雜,編程人員也感到諸多困擾。[詳情]
-

隨著加工中心機床在機械制造業的廣泛應用,國內很多廠家的同類設備是引進國外的或仿制國外的產品,所使用的模塊組合刀具主要有SANDVIK、SECO、KOMET等系列產品,其帶來的問題是: ①使用的刀具主要來源于單一的刀具制造商,品種單一,生產廠家僅僅能實現自己配刀,而無有效的刀具使用管理系統。[詳情]
-
在數控車削加工中,弧形零件是一種較為常見的加工零件,其輪廓通常由直線和圓弧曲線構成。對于此類外形輪廓較為簡單的零件,編程人員可以通過常見的編程指令C01、G02、G03來實現。[詳情]
-

在傳統切削加工過程中,刀具狀態的識別是通過加工人員辨別切削聲音,切屑顏色、切削時間等來判斷,或根據在加工工序之間拆卸刀具后實測其破損程度和磨損量來判斷。[詳情]
-

數控機床是數字控制機床的簡稱,是一種裝有程序控制系統的自動化機床。數控機床的控制系統能夠邏輯地處理具有控制編碼或其他符號指令規定的程序,并將其譯碼,從而使機床動作并加工零件,數控機床的操作和監控全部在這個數控單元中完成,它是數控機床的大腦。[詳情]
-

目前,許多制造型企業都擁有為數眾多的數控機床、數控銑床這類高精度機加工設備。這些價值昂貴的數控設備,由于數控系統的多樣化、通訊方式的不一至導致非加工外的因素(事件)占用了較多的機床加工時間,機床利用率普遍偏低[詳情]



