1 引言
四柱裁切機是皮革、箱包、塑膠、橡膠等產品生產中廣泛使用的一種刀模裁切設備,其主要功能是將片狀原材料按刀模切成所需要的形狀,是一種工業生產中常用的下料機械。
長期以來是,這種設備采用傳統繼電器控制,自動化程度差,使用故障率高。本文采用PLC控制器和觸摸屏,采用編碼器、比例電磁閥,設計了一套壓力、行程可調節的四柱裁切機控制系統。
2 四柱裁切機結構及原理
四柱裁切機的機械部分由機身和液壓缸二部分組成。機身由工作臺、上壓板、立柱等組成,以四根立柱為骨架,上壓板、工作臺由螺母固定于上下兩端,將機器構成一個整體。液壓缸的結構為活塞式油缸,由缸體、導向套、活塞頭、活塞桿、鎖母、聯接法蘭等組成。
裁切機的動力由液壓提供,上升下降動作由電磁閥控制,本設計中采用了一個兩位四通換向閥(YV0),一個三位四通電磁換向閥(YV1、YV2)。
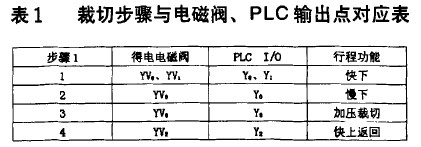
工作過程如下:安裝好刀模,給設備通電;按下液壓泵啟動按鈕,液壓泵起動;放入原材料,雙手同時按下裁切按鈕,電磁閥YV0、YV1得電,上壓板快速下行,到達指定位置,電磁閥YV1失電,轉為慢速下降;到達裁切位置,比例閥加壓進行裁切。裁切到位,電磁閥YV1失電,YV2得電,上壓極決速上升,返回原位。取出成品,放入新材料,重復以上過程。
根據以上工作流程,可得到裁切過程,電磁閥及對應PLC輸出點列表,見表1。
裁切行程位置由編碼器進行精確設定。各個階段,可用比例閥調節液壓流量。控制速度及壓力大小。工作過程中,只要按下急停按鈕,上壓板立即停止下降,YV2得電,向上運動,直接返回.
3 電氣控制系統設計
為提高設備使用和操作性能,實現設備自動化控制,提高裁切產品質量,系統完全采用數字化設計。
3.1 液壓泵控制
液壓泵為三相異步電機,功率為5.5kw,其主電路采用接觸器直接起動。操作箱上設有液壓泵啟停按鈕,啟停信號送入PLC,由程序給出輸出信號,控制接觸器線圈,實現液壓泵起停。
3.2 裁切行程控制
在運動部件上安裝同步齒條,在機殼上固定安裝編碼器.編碼器軸上安裝有同步齒輪,隨運動部件的上下移動,齒條帶動同步齒輪旋轉,編碼器輸出脈沖,從而實現裁切行程位置采集。編碼器線數越高,其行程精度也越高。
設備通電后,根據工藝要求。在觸摸屏上設置裁切行程參數。正常工作裁切時,由PLC比較當前位置與行程參數設定值,對液壓電磁閥組控制。行程參數設定也可采用手動學習操作,由PLC自動記憶手動操作裁切位置,作為設置值,此設定值還可以在觸摸屏上進行手動微調,提高裁切質量。
3.3 裁切壓力控制
裁切時,在初始下行時.以較快速度下降,到達一定位置時,變成慢速,當達到裁切位置時,加壓裁切并保持,確保裁切效果.徹底切斷材料。為實現壓力可調節,采用了電液比例閥。
電液比例閥是將電量轉變成液壓輸出量的電液轉換元件。隨著電子技術和計算機技術的發展,電液比倒系統的性能得到顯著改善,因而得到廣泛應用。
本系統在FX2N-32MR基本單元基礎上擴展了一個FX2N-3A模擬量模塊,通過其模擬量輸出通道,輸出0-10V電壓給HNC1085比例閥驅動器,驅動器再輸出對應電流0-850mA,驅動比例閥開度,實現裁切壓力的控制。
3.4 其他輔助控制
為確保裁切安全,設置了雙手啟動按鈕,同時為了以防萬一,防止壓手,或者異物壓入,還設置了操作臺光幕保護。為防止超限程,損壞設備,安裝了上下限感應位置開關.為防止電機過載,把液壓泵熱繼電器的常開接入PLC.發生過載時,自動停止液壓泵并報警。
4 PLC程序設計
FX2—32MR程序采用三菱公司編程軟件GX Developer Version8.86進行設計,采用梯形圖語言,直觀,方便易用。
4.1 編碼器連接及編程
位置計數采用雙向高數計數器C251,當上下壓板合模時,C251清零,上壓板向上時,C251增計數,當上壓板向下時,C251減計數。采用比較指令,把C251當前值和設定的上限位置、加壓位置、差動位置、裁切終點的值進行比較,比較結果對輔助繼電器M賦值,作為控制閥動作的轉換點。當進行觸摸屏行程設定時,將C251復位。同時可以根據試模情況,在觸摸屏上對裁切終點進行微調。
4.2 電液比例閥的控制編程
在裁切不同的過程中,根據壓力控制的不同要求,由PLC控制FX2N-3A模輸出0-IOV電壓,給比例閥驅動器HNCl085,HNCl085輸出對應電流,控制比例閥的開度,從而實現壓力和流量控制。
數據寄存器D197中存放的是對應比例閥開度數值。在上壓板達到不同行程位置時,把觸摸屏參數設定中對應的位置設定值賦給它。
5 MCGS組態界面設計
人機界面采用北京昆侖通自動化軟件科技有限公司的PC7062K,它是以嵌人式低功耗CPU為核心(ARMCPU,主頻400MHz)的高性能嵌入式一體化觸摸屏。該產品設計采用了7英寸高亮度TFT液晶顯示屏(分辨率800*480),四線電阻式觸摸屏(分辨率1024 X 1024)。屏內置了嵌入版MCGS組態軟件,使用方便、直觀、成本低。組態設計充分考慮操作,管理方便,分別設計了歡迎、主功能、行程設定、手動測試、運行參數、距離參
主畫面主要用來顯示日期、實際行程位置、當前裁切數量、當前狀態的模擬顯示.畫面的切換等。行程設定畫面,是在手動操作下,完成一次裁切,由PLC自動記錄編碼器脈沖,作為位置設定參數。手動測試畫面是為了調試方便,按下對應按鈕時,實現點動控制。運行參數設定畫面用來設定裁切時間常數、每一段行程的壓力大小等。
6 結束語
本文以FX2N系列PLC為控制器,以MCGS觸摸屏為人機界面設計了~套壓力、行程可調的四柱裁切機控制系統。本系統在設備上應用以來,直觀易學,操作方便,裁切精度高,效果好,取得了良好的經濟益。
(審核編輯: Doris)
分享



