一、前言
借助于模具來完成的傳統金屬塑性加工,不能完全適應制造業多品種小批量的生產方式。板料激光成形是一種新興的塑性加工方法。這是一種無模具、無外力的非接觸式熱態積累成形技術,具有生產周期短,柔性大,精度高等特點。并且,借助紅外測溫儀及形狀測量儀,可在數控激光加工機上實現全過程閉環控制,從而保證工件質量,改善工作條件。板材激光彎曲作為一種新型無模具成形技術正日益受到板材成形加工界的密切關注,其基本原理是:利用高能激光束掃描金屬板材表面時形成的非均勻溫度場導致的熱應力來實現塑性變形的工藝方法。當激光束相對于板料的運動軌跡為直線時,便得到V形彎曲件;當運動軌跡不重復或為非直線時,便得到符合彎曲的異形件。所以,激光成形常常被稱為激光彎曲成形或激光彎曲。激光成形技術不僅能夠完成平板的彎曲、卷曲、淺拉伸等工藝,還可進行曲板的反彎曲、校平或卷板的開卷,以及方管或圓管的彎曲、縮口、脹形等。盡管對該項技術的研究尚處于起步階段,關于其變形機理的解釋是初步的,對于其成形過程中的各種影響因素也還缺少理論分析和定量描述,但板材激光彎曲成形的獨特優點已使人們感受到它所潛在的巨大效益,其工業應用可以遍及航空、航天、微電子、船舶制造和汽車工業等多個領域。本文綜述了激光彎曲成形的研究現狀,并對其應用范圍和發展前景做了展望。
二、板材激光彎曲成形的研究現狀
2.1板材激光成形機理
根據激光加熱時板料厚度方向的溫度分布,激光成形有以下四種機理:①溫度梯度機理。當金屬板料的一側受到激光的照射時,當金屬板料的一側受到激光照射時,在照射區域的厚度方向會產生很大的溫度梯度。由于溫度的不同, 在靠近光源的區域金屬材料容易受熱產生膨脹變形,使板料彎向反向區域, 但彎曲量會很小,在背向光源的區域由于沒有受到激光的照射溫度變化不大,而受熱膨脹區域會受到周圍區域的約束而產生壓應變。在冷卻時,熱量流向周圍的材料,變形區的材料收縮,它們會對壓縮區的材料產生拉應力,但是變形區的材料難以恢復原來的形狀,從而使板料彎向靠近光源的方向。如圖1-a,此時所獲得的變形類似于板料的三點折彎成形。②屈曲機理。如果加熱區過大,材料的熱傳導率高且厚度過小時,在板料厚度方向上的溫度梯度就會很小,由于周圍材料的約束會使加熱區板料產生壓應力,當壓應力超過材料的屈服應力時,加熱區的材料產生局部失穩,產生彎曲,在進行冷卻時,周圍材料對變形區的約束力減小,從而使板料產生更大的彎曲變形。如圖1-b,此時所獲得的變形類似于薄板在板平面方向施加擠壓力時的變形。③增厚機理,加熱區的材料受熱膨脹后,由于受到周圍材料的約束, 所以在厚度方向上材料就會產生較高的內部壓應力使材料堆積,這樣就會使材料厚度方向增加而長度或寬度減少,在冷卻過程中,加熱區的材料不能恢復從而產生增厚。通過選擇正確的加熱路徑,可以實現零件的加工。如圖1-c,此時所產生的變形類似于厚板在平面方向施加擠壓力時的變形。④彈性膨脹機理,當激光僅照射一個局部區域時,在板料加熱區導致的熱膨脹要比溫度梯度機理大,同時熱膨脹表現在局部,會使板料產生純的彈性變形,從而使板料產生小的彎曲。但是這種彎曲是有限的。因此,我們可以通過對鄰近區域進行點或塊的照射方式來增大變形,如圖1-d。但是,這種機理不能通過在同一個位置反復加熱來進一步加大變形量,因為這樣會使上次獲得的彈性變形產生松馳,而通常采用對鄰近區域進行點或塊照射的方式來增大變形。
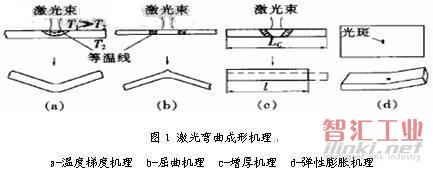
圖1 激光彎曲成形機理
2.2板材激光成形的影響因素
板料的激光成形是一種非常復雜的熱力耦合過程,影響其成形的因素主要有:
一是板料的幾何尺寸,尤其是板料的厚度影響非常顯著。一般認為,當板材很薄時,隨板厚的增加,板料對彎曲的阻力矩、板料上下表面的溫度梯度及與此相應的彎曲力矩均有所增加。在一定范圍內,彎曲力矩的增大占主導,隨板厚的增加彎曲角度增大。但是隨厚度的繼續增加,阻力矩的增大成為主要因素,彎曲角隨厚度的增加而減小。
二是材料物理性質。熱膨脹系數的增加有利于彎曲成形,而比熱的增加則會減少彎曲角度。就材料力學參數而言,屈服強度、彈性模量、硬化指數的增加都會增加彎曲成形的難度。
三是激光參數,主要是激光束功率,光斑直徑,掃描速度和掃描次數。試驗研究表明,在材料承受的最高溫度范圍內,增加激光束能量,板材彎曲角度增大,減小光斑直徑可以增大板料表面單位面積上的吸收能量,降低掃描速度則可以增加板料與激光束間的能量交換時間,從而達到增大板材彎曲變形的目的。另外,由于一次掃描形成的彎曲角度很小,往往將激光束沿同一軌跡反復掃描,板材彎曲角度隨掃描次數增加呈線性增加。
2.3板材激光成形的研究方法
近年來,國內外學者著重在數值模擬和試驗研究方面對板材激光彎曲技術展開研究,對激光彎曲技術的要點和存在的問題進行了分析。
2.3.1數值模擬
激光彎曲是一個溫度場與形變場相互影響相互作用的過程,屬于復雜的熱力耦合問題。建立數學模型時,為了與實際情況相吻合,采用三維非線性熱力耦合模型。由于材料的熱物理性能(熱導率、熱膨脹系數、 比熱、密度),力學性能參數(彈性模量、屈服極限)都與溫度有關,分析中考慮了材料性能與溫度的函數關系。在大多數模型中,都同時考慮了板材表面與周圍環境存在的對流和輻射換熱。另外,熱載荷以熱流密度的形式,通過用戶子程序施加到相應單元表面,來描述動態熱源。目前對激光彎曲成形的數值模擬比較成熟的有以下三種:一是有限元法。利用有限元法實現激光彎曲成形過程的數值模擬,既能夠具體形象的表示出成形過程中溫度、應力、位移等變化情況,從而揭示其成形機理及規律,又能通過數值模擬并結合一定的工藝實驗優化成形工藝參數,為生產提供最佳的工藝參數組合。并且,在確定工藝參數后,可以通過數值模擬預測工件形狀,校驗工藝參數的選擇是否合理,節省研究中大量的人力和物力。二是人工神經網絡算法。對于精度要求不特別高、或者是粗加工的激光彎曲成形,劉韌、王忠雷和季忠等提出了人工神經網絡算法,其解算效率較有限元法大大提高,而且運算效率不像有限元程序那樣與板料的幾何尺寸有關,更適合于解算大板料的優化問題。三是遺傳算法。將板料激光彎曲成形分為粗加工及精加工階段,針對不同加工階段提出了不同的優化目標,利用遺傳優化算法,以動態顯式有限元為成形角度解算器,對激光成形的工藝參數進行了優化設計,為激光多次掃描彎曲成形制定了快速、精確的成形工藝。
2.3.2試驗研究
板材激光彎曲成形試驗過程在常規激光加工機上即可完成。如圖所示。對于復雜形狀的工件,還需要冷卻裝置、監測裝置、轉臺等附屬裝置。實驗中板材一端被夾持在工作臺上,通過移動工作臺或激光頭使激光束與板材產生相對位移,令激光束在板材表面進行掃描。一般在板材被照射表面涂石墨以提高材料對激光的吸收率,用熱電耦測量板材表面溫度,利用位移傳感器測量彎曲角度。采用不同的激光加工工藝參數(包括激光束功率、激光束移動速度、光斑直徑),分別對不同材料、不同幾何形狀的板材進行激光彎曲試驗,得到該工藝成形過程中的變化規律。
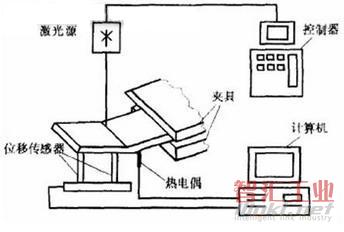
圖2 板材激光彎曲示意圖
另外,如果借助位移傳感器和紅外測溫儀在數控激光加工機上實現全過程的閉環控制,就可以根據閉環系統的反饋結果將工藝參數進行及時修正,準確獲得所要求的變形量,提高加工精度。
三、研究趨勢與應用展望
盡管在過去的20年中,激光彎曲成形技術的研究已取得了一定進展,但仍然有許多問題亟待解決。
首先,如何加工滿足預定形狀及尺寸要求的工件是能否將激光彎曲成形技術大規模應用于實際的瓶頸。這是因為工件成形精度和熱應力成形的不確定因數太多是一對矛盾,熱應力成形工藝的最大難點在于要制作出滿足預定形狀及尺寸要求的工件。激光彎曲成形工藝參數較多,而且參數之間是相互作用的,因而效率高、耗能少、工藝穩定的最佳工藝參數組合與獲取就成為了本領域的難點之一。
再次,工件原始的幾何形狀和加工過程中的幾何形狀對最后成形的影響還了解不多。通常薄板件成形加工前都有一種微小的彎曲,進行激光彎曲成形時,即使是直線彎曲,這種微小的彎曲也會以一種很復雜的方式影響加載和塑性變形的發展。此外,前道工序(如軋制板料)產生的殘余應力的松弛也將影響熱應力成形。
雖然該項技術起步較晚,各項研究還不成熟,但是隨著理論的不斷深入和完善,以及數值模擬技術和柔性光纖傳輸等相關技術的飛速發展,板材激光成形技術作為現代工業生產中一種重要加工工藝必將在各個領域中得到越來越廣泛的應用。
(審核編輯: 智匯張瑜)
分享



