鋁型材經過擠壓成型之后,一般都需要經過表面工藝處理之后,才能作為成品使用。經過陽極氧化電解著色表面處理工藝的鋁型材,其表面將得到一層具有良好的耐磨性、耐曬性、耐熱性、耐蝕性和色澤穩定持久的氧化膜,被廣泛應用在建筑和室內外裝飾行業上。
在鋁型材陽極氧化電解著色表面處理工藝中,有一道電解著色處理工序,是在鋁型材表面陽極氧化工序之后,電泳或封孔工序之前,對需要著色的鋁型材進行的一道工序,其原理是在槽體溶液中通過電化學作用使鋁型材表面附著某些金屬離子,從而顯示出某一類的顏色來。不同的槽體溶液配置及工藝方法,鋁型材電解著出的色彩效果也不一樣,對所要求的著色電源提供的電流或電壓的大小、波形及工作時間長短也不同。
其中有一種由日本發明的著色方法稱為均勻化著色方法,可在較短的時間里得到效果好、顏色均勻的著色氧化膜。這種著色方法由于生產效率高,成品率高,已在日本廣泛應用,目前在國內也正在逐步推廣開來。
2.著色電源系統要求
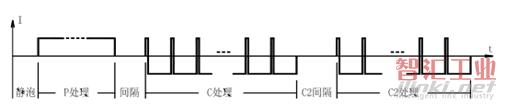
配合均勻化著色方法的著色電源(簡稱均勻化著色電源)需按規定要求輸出電流波形。均勻化著色電源的工作過程是:首先輸出正向直流電流(稱為P處理)一段時間,然后輸出頻率為1~30Hz范圍內特定值,正負方波占寬比為0.005~0.30內特定值的脈沖電流(稱為C處理)一段時間,接著再進行一次C處理(稱為C2處理)一段時間,如圖1所示。在工廠生產中,C處理常用的頻率為5Hz,正負方波占寬比為1:9,C2處理根據工藝的要求來選擇可有可無。
(審核編輯: 智匯小新)
聲明:除特別說明之外,新聞內容及圖片均來自網絡及各大主流媒體。版權歸原作者所有。如認為內容侵權,請聯系我們刪除。
分享
分享



