光纖耦合激光為系統制造商和用戶打開了新的前景。節能和提高產出量,幫助這項靈活的切割技術特別是在薄板加工方面明顯地提高生產率前提是與該技術應相互適用。
在過去十年里,激光切割在世界范圍內計件加工企業中以及在生產企業批量加工中的應用,和這方面相關的國際研究活動一樣經歷了可觀的繼續發展。隨著激光源、機器技術、過程自動化以及需要切割的材料上種種創新的出現,隨之而來的是世界范圍內正處于變革當中的經濟和生態上的各種要求。在新近舉辦的博覽會,如漢諾威2010年Euroblech博覽會和國際專業會議如美國Anaheim舉辦的Icaleo會議上,均可令人印象深刻地看出激光切割方面當前的技術水平和未來的發展趨勢。
在過去的五年里,光纖激光器和玻璃激光器的出現,使傳統的CO2激光切割市場變得越來越不穩定了。根據視角的不同,系統制造商、用戶和研究機構對此做出的反應不一,從面臨對傳統市場的威脅表示拒絕到面對將要打開的機遇而毫無保留地表示歡迎。要等到云開霧散,可能還需要若干年。在此期間,新型激光器的性能是不可能一筆勾銷的。另一方面,CO2碳激光技術保留下來的標準也依然值得重視。
雖說如此,光纖耦合激光技術的高系統效率和高可用性,包括調節面、運營成本和維護費用的減少,仍然贏得了市場的關注。諧振器的預熱沒有時間損失,光束的引導不必再供應沖洗氣體,也不必再做定期(或不定期)的補充校準了這些對經過共患難的傳統激光技術的用戶來說都是強有力的論據。雖則如此,光纖耦合的激光系統在大材料厚度切割時能夠取得的切割質量方面的局限性依然不可逾越。不過,這種技術得到某些客戶市場的認可,而且通過雄心勃勃的努力研究,也一再推向了更大的板材厚度。
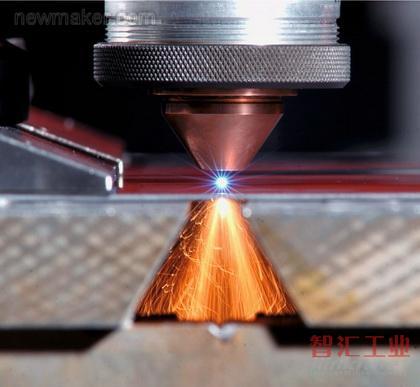
圖1 正在高速切割1.2mm厚的車身板材
早在上個世紀九十年代,在2008年第一臺玻璃激光平板式切割設備上市之前,Trumpf公司就向市場推出了光纖耦合的平板式激光切割設備,其基礎是光泵Nd:YAG激光器,射束質量依然為12 mm*mrad。新型激光切割技術的先驅者是印度的Sahajanand公司和意大利Finsomac集團的Cy-Laser。二者均于2005年安裝了第一批激光切割設備。 即使不把純粹的管加工和3D設備也計算進來,在弗勞恩霍費爾ILT研究所不久前所做的市場調研范圍內,全世界就已經調查出了24家用于鋼板加工的光纖耦合Multi-kW-激光平板切割設備,這些公司相應的主要產品匯集如圖2。

圖2 按字母順序排列的24家制造廠商的光纖耦合激光平床切割設備
機器提供商把五家不同公司的激光源集成在一起,其中IPG提供了他們當中2/3以上的光纖激光器。1/4的機器制造商屬于Multi-kW-激光平板切割設備著名的世界市場領先者,有1/3以上的廠家迄今主要是因制造采用等離子和火焰切割以及沖切和水射流技術的機器而出了名的。他們抓住這個機會,擴大了自己的產品范圍。其中有幾家公司還在一臺機器里把一個或多個激光切割頭和上述傳統切割技術組合起來使用。
激光源在可以達到的切割速度和切割質量方面所具有的潛力,只有在同時也采用合適的激光射束光學儀器和切割氣體噴嘴、過程傳感器和調節回路、足夠的機器動態性能和剛性以及高效的鋼板裝卸裝置,在實踐中加以落實才有意義。此外還必須滿足相關的安全規定。
最后在材料、厚度范圍、零件尺寸、切割輪廓和必要的產量方面起決定作用的是作為項目的切割設備當前和未來的用途,是它決定著哪種系統提供的解決方案最為經濟合算。
對激光切割基本理解的前提是對工藝過程的詳細觀察。高速攝像在時間和空間上提供很高的分辨率,可以觀察激光切割過程的動態情況。弗勞恩霍費爾ILT研究所以這種方式得以發現并弄清了用10μm波長和1μm波長的激光對不銹鋼切割時的根本差別。當除了波長之外所用的其它工藝過程參數相同情況下,使用光纖激光器時的動態波動的熔液流和在CO2激光切割情況下平滑而均勻的正面切割現象有著明顯的差別(圖3)。
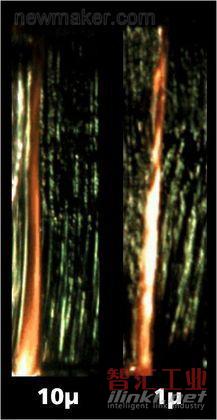
圖3 CO2激光(左)和光纖激光切割4mm厚不銹鋼的切割正面高速攝像圖片
在對參數相關性理解上的先驅性,成為在全球競爭中成功設計現今加工工藝過程的關鍵。假如需要對優化的系統設計和適當的過程參數做出預言而又不會因為耗時費力的大量測試而浪費資源的話,那仿真計算就是可供選擇的工具。能夠描述固定式過程監控并經得起在廣闊的戰線上進行實驗比較的具備足夠水平的激光切割理論模型少之又少。不過,是否必須對可以達到的切割速度和切割質量的原因去深入思考,或者是否能夠計算出對作為過程參數(如波長、射束的功率和質量、聚束系數和焦點位置)功能的質量起決定作用的速度極限和工藝過程特性,這中間又有很大的差別(圖4)。
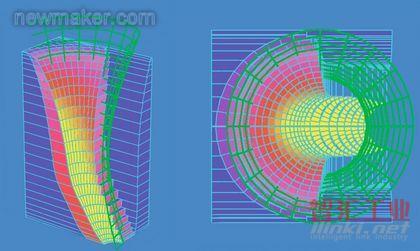
圖4 仿真計算CO2激光切割正面的固定狀態
弗勞恩霍費爾ILT研究所使用仿真程序Calcut對采用1μm波長的激光器切割時多重反射造成的提高速度的積極作用以及降低穩定性的負面影響進行了澄清。目前,切割過程的動態性能也日益得到基礎的理論分析。計算機硬件以及數字方法的改進,在對激光/氣體/材料系統中的交互作用進行與時間相關的計算時以及在對過程結果做預測方面提供了重大的進展。國際上在這個領域所做的努力也在與日俱增,今后也將不斷對激光切割過程的進一步揭密吹吹風。
激光切割系統包括一套激光源、射束引導和射束成型光學儀器、一臺用于光束和材料控制的機器和一套控制單元。激光源提供激光功率和激光質量。1μm激光的波長較短,可以有效地切割包括紫銅和黃銅在內的有色金屬。切割非金屬也有激光方案。特別是復合材料,像光纖增強型塑料,如今的意義越來越重要,例如在運輸領域。由于在非金屬中的吸收甚高,這為CO2激光器打開了進入新型市場的良好機遇。
千瓦級的超短脈沖激光器由于具有非線性的射束-材料相互作用而可以進行保護材料但卻非常有效的切割,將來也將具有越來越重要的意義。
利用高射束質量激光器獲得的自由度,目前還遠未挖掘殆盡。這種激光器提供的改進潛力遠遠超出了當前的參數范圍,因為這種激光器允許射束工具大幅度地按照材料的要求和切割任務進行調整。射束導向和射束造型決定所使用的射束特性。據此,今后激光過程開發的一項重要任務是,利用全面的光學設備,對激光能、波長、極化以及輻射向量等在時間和空間上的分布進行恰如其分的控制。
高動態的射束或材料的運動,可以用掃描儀或直接驅動技術來實現。切割氣體支持的高速切割以及無切割氣體的遙控切割方面的最新成果表明,利用適當的射束造型和射束控制,在薄板加工方面可以達到前所未有的生產率(圖5)。當前的基準是用4kW的激光功率以100m/min切割1mm厚的鋼板。

圖5 遙控切割0.5mm不銹鋼板
這種過程的調整和運行,需要具備全面的過程知識,而且這些知識最理想的方式是安裝在機器的控制裝置里。當前的認知是對未來系統提出相應的關鍵要求。借助成像的傳感器、超模型支持的智能數據處理和自我優化切割機參數調整的封閉式調節回路,就可以實現這一認知。這對新的十年來說,即使像對激光切割這樣一種成熟的技術來說,也是一項巨大的挑戰。
(作者:Dirk Petring)
(審核編輯: 智匯小新)
分享



