-
本文針對高頻加熱與淬火工作環境惡劣的情況,設計了高頻淬火機械手。該控制系統以PLC為核心,控制三個氣缸的電磁閥,使機械手完成移動、夾緊、旋轉等動作;利用紅外溫度傳感器對高頻加熱的工件進行實時溫度采集,傳送給PLC以實現準確控制溫度和高頻加熱機的起動停止;配套的觸摸屏可設定參數、控制機械手、實時顯示溫度和動作名稱,實現對機械手工作過程的監控。實驗表明,該控制系統穩定可靠,大大降低工人勞動強度,提高工作效率。 [詳情]
-

現代數控系統通常采用土)一自動化車間級監控和現場設備層數據通信與控制的現場總線技術,總線網絡上的任何一處節點或通訊電纜連接故障,都會造成整個數控系統無法土作,查找故障要求較強的令業能力。下ICI摘取兩個西門子系統總線故障的維修案例,來分析和總結準確判斷和排除總線故障的不同方法。 [詳情]
-

本文針對復雜、細長、薄壁航天產品裝夾次數多、裝夾繁瑣、效率低下等問題,設計了基于氣動原理的快速裝夾系統。該系統包括夾緊力理論計算、氣路設計、夾緊機械工裝和控制系統設計。通過夾緊力理論計算,確定了氣缸數量。基于并行設計原理設計了夾緊氣路。采用組合夾具式思路設計了夾緊工裝。基于DSP技術,實現了控制系統設計。采用該系統對某典型結構件進行了數控加工,零件加工質量和尺寸精度滿足設計圖樣要求。研究結果表明,設計的裝夾系統可以高效、可靠地實現零件裝夾。 [詳情]
-

本文對高速銑削和高速數控編程進行工作經驗總結,介紹了在高速數控編程時應該注意和避免的問題,并提出對高速數控編程進行優化的方法。 [詳情]
-

本文主要論述了NX在型腔零件數控仿真加工中的應用。利用NX中的建模模塊實現了型腔零件的設計,并利用加工模塊進行該腔體零件的三軸粗加工和五軸精加工,生成NC仿真加工及NC程序。 [詳情]
-

隨著現代數控加工越來越復雜,對加工質量的要求越來越高,作為數控加工的重要組成部分,不斷引導并適應新的加工特性。當前,模具、航空零件、風電零件等不斷要求加工具有更高的表面質量和加工效率,由此五軸數控加工機床、車銑復合加工機床等日漸成為研發重點。本文即針對現代數控加工的特點,論述了加工仿真技術的發展并進行了前瞻。 [詳情]
-

本文對開放式網絡化數控系統展開討論,論述了其基本概念、體系結構和發展趨勢。 [詳情]
-
-
數控加工已成為當今制造業的主流加工方式。手工編程在通用機械零件的加工中具有很大的作用,它快捷簡短,可讀性強,容易入門。但對于復雜的三維曲面尤其是模具型腔類零件,手工編程顯得力不從心。雖然可以用宏程序編制一些規則的三維曲面程序,但繁瑣的數學計算仍然是一大難題。因此CAD/CAM 自動編程軟件在機械加工尤其是模具加工企業中應用相當廣泛。 [詳情]
-
本文介紹了目前CAM軟件2種主流的五軸刀路產生方式,可以看出,hyperMILL代表的依托計算機自動進行干涉避讓的五軸刀路產生方式將引領整個CAM加工的潮流。它不但讓加工更加安全(刀具干涉的自動避讓),保護了客戶昂貴的設備,還降低了對編程人員的經驗要求,并大大提高了五軸編程的效率。 [詳情]
-

在已推導出的弧面分度凸輪廓面方程的基礎上,提出弧面分度凸輪輪廓曲面三維實體建模的一種方法:以MATLAB為編程工具編寫廓面程序,應用三維設計軟件Pro/E4.O完成弧面分度凸輪機構的三維實體建模,同時在仿真加工模式下對弧面分度凸輪進行了加工刀具軌跡的模擬,給弧面分度凸輪機構的設計與數控加工提供了參考。 [詳情]
-
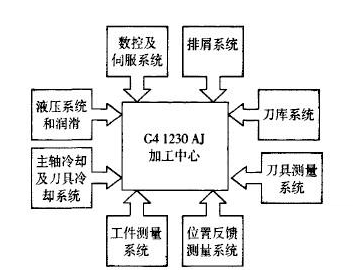
本文闡述了自主研制的基于Fanuc Oi數控系統的四軸聯動數控加工中心—G4 1230 AJ的換刀系統的電氣設計及控制,并介紹了帶有機械手的刀庫與Fanuc Oi系統配套的PMC控制實現方法,運用CNC系統PMC接口信息交換實時監控技術來實現機床的自動換刀。 [詳情]
-

高速加工需要高智能化的CAM軟件支持,也需要人為制定加工策略,正確選擇加工參數。只有把二者緊密結合才能發揮出高速加工的優勢。基于上述原則,本文在DMG-DMU40T高速加工中心上,利用PowerMILL軟件成功加工了一個模具零件。 [詳情]
-

物聯網加快了各行各業信息化的進程,帶來更多的機遇與挑戰,物聯網在制造業中的應用打破傳統制造模式,推動制造業向數字化、智能化的方向發展,給制造業帶來轉型的機遇。為了讓制造企業更深入認識物聯網,特邀物聯網技術應用、方案實施廠商為制造企業的物聯網實施提供借鑒。 [詳情]
-

機器人電動伺服驅動系統是利用各種電動機產生的力矩和力,直接或間接地驅動機器人本體以獲得機器人的各種運動的執行機構。 [詳情]



