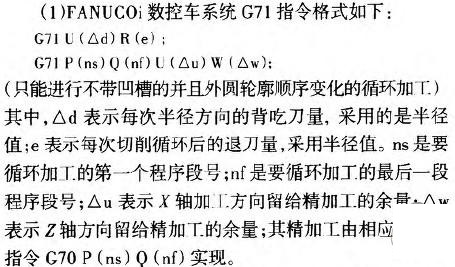
-

有3臺加工中心,是使用沒有減速擋塊的絕對位置檢測器的設備,使用不到1年,加上假期設備停用,上班開機后,有兩臺機床開機顯示Ds306、DS307報警。故障原因是串行脈沖發生器內的機床的絕對位置數據被丟失,需要進行無擋塊參考點設定。[詳情]
-
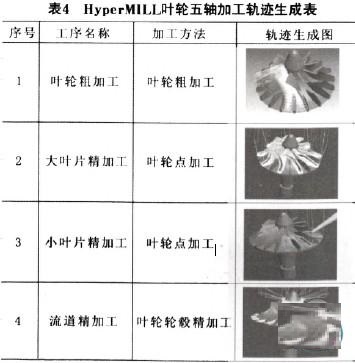
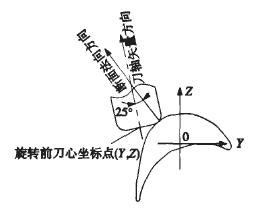
五軸加工技術充分利用刀具的最佳切削點或通過進一步優化刀具和工件的位姿角來進行切削,從而獲得更高的切削效率和更好的加工表面質量。[詳情]
-
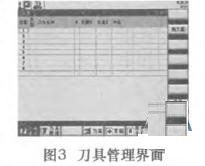
刀具管理水平在很大程度上衡量著一臺數控機床效率和柔性的高低。刀具管理功能確保任何時候機床上刀具都位于正確的刀位上,同時刀具信息得到正確、及時更新,能及時替換刀具,從而大大提高生產率,降低成本,獲得可觀的經濟效益。[詳情]
-
后置處理是數控加工自動編程中需要考慮的一個重要問題。將原刀位數據文件轉變成指定機床能執行的數控程序的過程稱為后置處理。[詳情]
-

立式淬火機床配用三菱E60系統,原點開關選用接近開關。客戶反映:原點經常出現漂移,錯位率達到25%,錯位最大達到25mm。[詳情]
-

某汽車部件生產自動線配用三菱最新C70 CNC系統,在對其進行調試時,出現#2236報警。報警內容是X軸“電源再生模塊”的參數設置不對。[詳情]
-
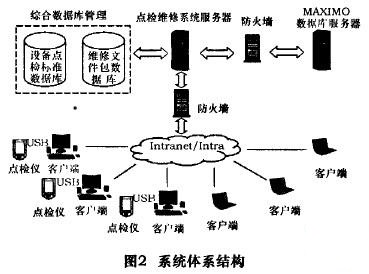
面對日益激烈的市場競爭,對于企業來說,設備維護已不再簡單地僅僅屬于成本范疇,而是企業獲取利潤的重要戰略工具。[詳情]
-

有很多例這樣的情況,開機不久,某一伺服電動機就出現“過載”或“過電流”報警,有幾例是如果不驅動伺服軸,該軸不報警,一旦僅僅做點動運行,也發生“過載”或“過電流”報警。而實際情況是電動機空載運行。[詳情]
-

楔橫軋技術是一種零件軋制成形新工藝,工作原理如圖1所示,它與傳統的鍛造、切削工藝比較,具有生產效率高3~10倍、節材20%~40%、產品質量好等優點,廣泛地應用于汽車、拖拉機、摩托車等領域批量大的軸類零件的生產。[詳情]
-
數控機床的種類很多,按照不同數控系統和加工聯動軸數可以分2軸、3軸、4軸、5軸...等一系列數控機床,這些數控機床都是靠程序來進行走刀軌跡的控制,所以數控機床對操作人員的編程要求非常高。[詳情]
-
在數控銑削加工中,空間曲面零件在整個數控加工行業中所占比例越來越大,曲面零件是一種很常見而又難以達到高加工精度的零件,特別是對于精度高、品種多且批量少的曲面零件加工就更加困難。[詳情]
-
刀具測量完成后。需要將被測刀具的參數傳輸到數控機床。傳統的方法是通過手工抄寫的方式進行操作,在這個過程中存在兩次手工傳遞,效率低臣容易出現錯誤,從而造成廢品的出現。[詳情]
-
由于現在手工編制數控程序已經逐漸被各類成熟的自動編程CAD/CAM軟件取代,而自動編程過程需要將刀位源文件轉換成符合機床本身的數控指令代碼后才能被機床識別加工,因此需要進行后置處理。[詳情]
-
MasterCAM是一種基于PC平臺的CAD/CAM軟件。MastercAM提供了多種先進的粗加工技術,以提高零件加t的效率和質量。[詳情]
-
MasterCAM是一種基于PC平臺的CAD/CAM軟件。MastercAM提供了多種先進的粗加工技術,以提高零件加t的效率和質量。[詳情]



