-

本文基于Delcam先進制造技術和工藝,對數控編程和加工效率潛力空間,列舉大量試驗數據,結合公司最新專利技術和Vortex技術,以大幅提高數控加工效率的方式、方法展開論述;旨在引導數控加工領域對提高加工質量的同時,能夠獲得較高的效率提升;使制造型企業能夠運用高效加工先進制造技術,形成知識積累。 [詳情]
-

一汽轎車公司發動機廠的在線檢測設備,大多是隨設備和生產線在建廠初期從國外引進的。投入生產后,由于產品的擴展與市場的需求,又進行了較大的改進和擴展,故廠內的在線檢測設備(下面以在線量儀與在線檢測裝置稱之)種類和數量均具有一定的規模。 [詳情]
-
隨著當今時代的發展,數控技術的廣泛應用。刀具半徑補償功能已在二軸聯動的數控系統中實現,且廣泛應用于二維輪廓加工中。[詳情]
-
按材料切除率和加工精度,切削加工主要分為粗加工、精加工、半精加工三類,由于三類加工方法,在實際加工過程中追求的側重點不同,對于數控系統的加工參數的要求也不同。[詳情]
-
現階段,越來越多的零件采用數控加工,但加工方法往往還是先用二維設計軟件進行基于2D的平面圖零件設計,然后由工藝人員/程序員直接以G代碼進行NC手工編程,這種方法適用于一般簡單零件的平面加工、直線加工、回轉體加工及點位加工。[詳情]
-
逆向工程是適應實踐需要而產生的一項新的造型技術,主要用于沒有工程圖紙的情況下的產品制造。[詳情]
-
當控制計算機與各數控機床相距較遠時,一般采用串行通信方式而不采用并行通信方式。這是因為并行通信系統的造價較高、眾多的連線不僅容易引入干擾,也容易發生線路故障。控制系統中常用的串行通信一般采用RS-232C串行總線標準。RS-232C是電子工業協會(EIA)推薦的一種普及型異步通信總線標準,目前已廣泛應用到了計算機系統中外圍設備與主機的連接中。 [詳情]
-

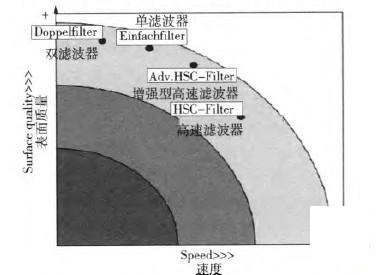
從CAD系統的供應商到數控機床的供應商,總是以精心設計的功能來裝備他們的產品。然而,采用這些軟件和設備還是沒能獲得通暢和高效的生產工藝流程。要獲得通暢的生產工藝流程,不僅需要高效的設備,而且還需要CAD/CAM軟件、刀具和機床之間相互的有效協調。 [詳情]
-

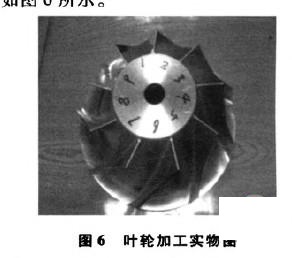
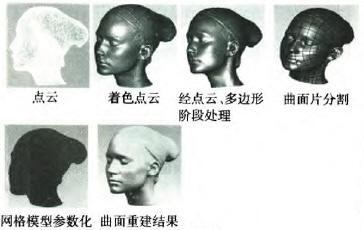
本文以曲面復雜的風機葉片為研究對象,采用逆向工程技術,利用接觸式三坐標測量儀對風機葉片數據進行采集處理,通過點云數據測量、預處理、自由曲面重構等技術,進行風機葉片實體模型生成及數控模擬仿真,為風機葉片的高效生產奠定了基礎,具有一定的應用價值和實際意義。 [詳情]
-

-
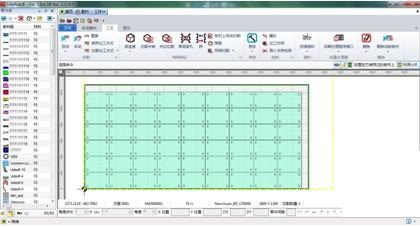
常規的板材切割,是切割完一個零件后再切割另外一個零件,如果兩個零件的邊有公共部份,則利用共邊切割的方法只進行一次切割就可以完成,這不但能提高切割效率,而且還能節省切割成本。[詳情]
-
-

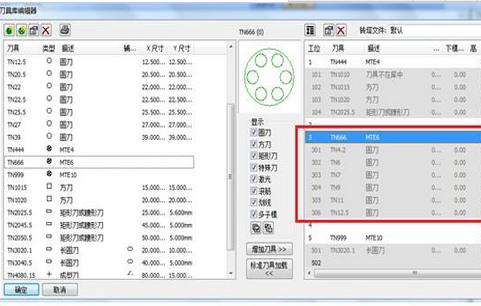
XK7136立式加工中心,原配美國AB公司的數控伺服系統和直流伺服電機;轉盤型刀庫的容量為16把刀,由氣動裝置實現自動換刀;主軸為德國INDRAMAT公司的模擬伺服主軸。 [詳情]