-

全自動影像測量儀,是在數字化影像測量儀(又名CNC影像儀、其特征請參閱三年前所作《淺談數字化與手搖影像測量儀的區別》一文,此處不再詳述)基礎上發展起來的人工智能型現代光學非接觸測量儀器。[詳情]
-

2006年10月號的專欄中,我談了自己對“刀具選擇的效率原則和精度原則”的一些看法,今天想繼續就“穩定性原則”和“經濟性原則”談一談。 [詳情]
-

隨著汽車工業技術的不斷發展和進步,新材料、新工藝不斷涌現,在這些加工過程中選擇合適的切削液對于保證產品加工質量,提高加工效率,減少環境污染都是至關重要的。[詳情]
-

隨著現代科學技術的高速發展,由聚晶金剛石(PCD)、聚晶立方氮化硼(PCBN)等超硬材料制成的刀具品種越來越豐富,其性能也得到不斷發展和提高。[詳情]
-
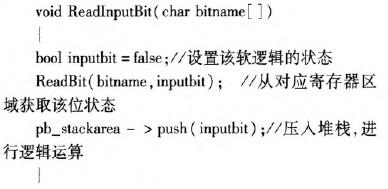
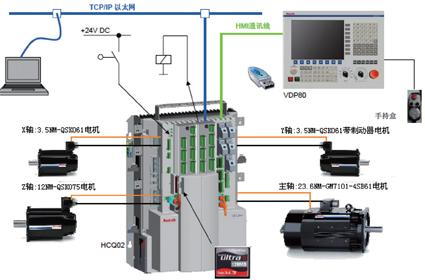
系統基于BECKHOFF提供的TwincAT平臺,采用軟PLC與PC相結合,通過對人機界面進行操作,經由I/O模塊反饋到PLC中,對輸入信息進行分析處理,從而達到信息交互和驅動各部件運作的目的,而人機界面設計則在Visual Studio.NET 2008中用C}}語言編程完成。[詳情]
-
將PLC應用于數控型角鋼生產線控制系統中,不僅提高了角姻生產線的加工精度和生產效率,而且片姻結構加工業所貢要的特殊數控系統的發展有若重要意義。[詳情]
-

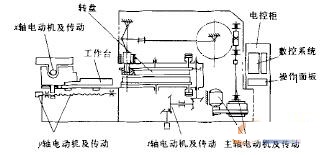
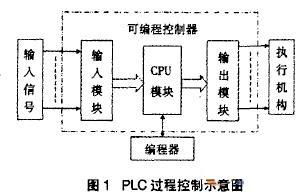
PLC作為信息科技革命與工業化觸合的產物,在工業環晚中的使用已經得到認可和推崇。PLC拉制設計在不司的工生生產中有著不同的應用,本文的主要內容魷足時PLC拉側設計在毅控二作臺中的使月進行分析和探討。[詳情]
-
本文通過研究傳統PLC對五軸數控銑床開關量的控制過程,遵循IEC61131—3標準分析并設計了軟PLC控制系統的構成,論述了運行系統各模塊的功能和具體實現方法,以及SERCOS—III在軟件化數控系統中的應用。最后,利用Visual C++開發了軟PLC運行系統仿真界面,通過實驗驗證,實現了對五軸數控銑床開關量的控制。[詳情]
-
作為數控機床的重要功能部件,伺服系統的特性一直是影響系統加工性能的重要指標.筆者介紹了數控機床的進給伺服系統、主軸伺服系統的特性,并對其應用前景進行展望。 [詳情]
-

本文以機械和電氣相結合的方式,介紹了一種滑枕補償的方法。利用西門子840D 系統, 通過機械和液壓部件、吊鏈或拉鏈重錘等機械部件,調整滑枕補償值。使用NC 、PLC 、HMI 畫面等手段, 對鏜床進行滑枕撓度補償。編制對于鏜桿和其他附件的NC補償程序,解決使用滑枕加工時的精度問題,抑制撓度變化, 從而提高鏜孔的加工精度。 [詳情]
-

本文分析現有不銹鋼鍋復合壓力焊的生產方式、工藝以及存在問題的基礎上,構建了由已有的中頻加熱機、沖壓機、冷卻輸送帶,新設計的送料輸送帶、送料機械手、上下料機械手和出料輸送帶組成的不銹鋼鍋復合壓力焊自動生產線,并利用PLC和觸摸屏進行軟硬件設計,實現不銹鋼鍋復合壓力焊自動化生產,該生產線提高了復合壓力焊工序的自動化水平,減輕了工人的勞動強度,提高了生產效率。 [詳情]
-
我國今后的發展,要以科學發展為主題,以加快轉變經濟發展方式為主線。加快轉變經濟發展方式,必須加快推進產業結構的調整優化,核心是產品的技術創新和升級換代。 [詳情]
-

PLC憑借其可靠性高、成本低、實用性強,具有邏輯運算等功毹在工業自動化中大量使用。其小型PLC由于沒有插補指令限制了在數控方面的應用。文中使用其自帶的邏輯運算指令,實現直線和圓弧的插補。以西門子的小型PLCS7—200為例,結合步進電機,具體地闡述硬件接線和程序設計來完成這一功能。 [詳情]
-
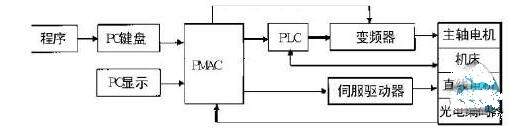
本文闡述了數控系統的發展概況,介紹了PNIAC運動控制器的性能,深入討論了基于Pi:IAC的開放式數控系統的結構、優勢和性能。 [詳情]
-
交流伺服電機驅動是目前成形裝備發展的一個新方向,不但可以實現成形裝備柔性化和智能化,還可以提高生產率和產品質量、節能環保。本文介紹了交流伺服傳動的基本原理、交流伺服壓力機發展現狀并就其中若干關鍵技術問題發表了看法:大功率交流伺服電機及其驅動控制技術;交流伺服傳動過程能量的回收;無飛輪壓力機傳動系統設計;重載高效精密螺旋傳動技術;基于伺服壓力機的成形工藝優化等。文章還就交流伺服壓力機的發展趨勢進行了展望。 [詳情]



