-

本文分析了雙面鉆削組合機床的工作原理和控制要求,確定了輸入和輸出元件,選擇PLC機型、設計PLC輸入/輸出接線和梯形圖,利用歐姆龍小型PLC機取代傳統的電氣控制,實現了雙面鉆削組合機床的改造。 [詳情]
-
本文介紹了利用三菱FK2N系列PLC對數控加工中心刀具庫選擇的控制,闡迷了控制方秦,同時根據數控加工中心刀具庫選擇的控制要求和特點,確定PLC,的輸入輸出分配,設計出梯形圖并進行現場調試。 [詳情]
-

文中首先介紹了數控車床常用的"試切對刀法”的原理及對刀思路;接著,介紹了華中世紀星車削數控系統的四種手動試切對刀方法;為改進其對刀精度,根據"自動試切→測量→誤差補償”的思路,設計出了用程序控制的自動試切法,并總結介紹了四種精確對刀方法。文后還給出了幾種對刀的示例程序,可能會對大家有所幫助。 [詳情]
-

本文綜述了國內外網絡數控系統研究的現狀,將網絡數控系統與傳統數控系統進行了對比,在此基礎上,分析了網絡數控系統研究中的關鍵技術,并指出了基于Internet的網絡數控系統是數控系統的研究發展趨勢。 [詳情]
-

隨著現代數控技術的發展,數控機床的普及程度得到快速提高。作為在數控技術應用方面的排頭兵,經過20多年的快速積累,航空航天企業已從過去購買CAD/CAM軟件不以為用,到現在真正把CAD/CAM技術作為不可或缺的重要技術使用,這也足以反映出其"超前技術儲備戰略"的必要性。 [詳情]
-
采用可編程控制器(PLC)對T7040 金剛鏜床的電氣系統進行技術改造,設計了機床主電路圖、PLC 的I/O 接線圖,并根據產品加工工藝,繪制了梯形圖程序。改造后的T7040 金剛鏜床在實際生產中運行平穩,生產效率大大提高。 [詳情]
-

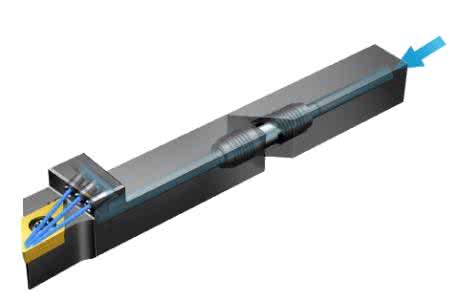
本文針對目前國內中、低檔刀架的不足。介紹了以TBl20伺服刀架為控制對象,Fanuc 0i數控系統的PMC為控制核心的伺服刀塔系統的硬件和軟件的設計方法,分析了PMC的控制原理,給出了部分信號的接口地址。經實驗驗證,該伺服刀塔滿足了數控機床對核心功能部件的要求,具有較高的工程應用價值。 [詳情]
-

文章介紹了自動化加工及其特點,并以hypermill自動化加工為例,介紹了應用hypermill進行典型的5軸零件加工的步驟和方法。 [詳情]
-

本文簡述數控車床自動刀架的工作原理與刀架電氣控制原理,提出數控車床PLC自動刀架試驗系統設計理念,討論PLC實現循序脈沖發生器的工作機理,設計了PLC自動刀架試驗系統梯形圖。 [詳情]
-
CAXA制造工程師是一種高效易學的CAD/CAM軟件。本文利用CAXA制造工程師提出香皂模具從造型設計到加工仿真和代碼生成等一體化的全面解決方案,從而縮短了模具的設計和制造周期,提高了模具加工質量。 [詳情]
-

本文以三種液體混合控制為例,利用PLC 的強大功能,對液體混合攪拌進行了自動控制設計,以液體混合控制系統為中心,從控制系統的硬件系統組成、軟件選用到系統的設計過程(包括設計方案、設計流程、設計要求、梯形圖設計、外部連接通信等)均作了詳細闡述,旨在對傳統的液體混合控制工作進行自動化改造。 [詳情]
-

文章詳細介紹了采用Pro/E三維設計軟件和CncKad數控加工軟件輔助鈑金件的設計與加工制造的完整過程。用Pro/E軟件的鈑金模塊進行鈑金件設計建模時,需要根據鈑金材料和厚度設置折彎表程序,調用相應的折彎表,將鈑金件展開成平整狀態。Pro/E軟件與CncKad軟件集成后帶有CncKad功能模塊,將展開好的鈑金件導入到該功能模塊中,采用CncKad軟件自動或者手動沖壓功能加裝模具,生成數沖程序,控制數沖機床加工鈑金件。 [詳情]
-

MasterCAM是優秀的CAD/CAM集成軟件,通過介紹利用MasterCAM進行計算機輔助產品設計、工藝規劃、制造的方法,闡述MasterCAM在產品制造過程中的作用。 [詳情]
-

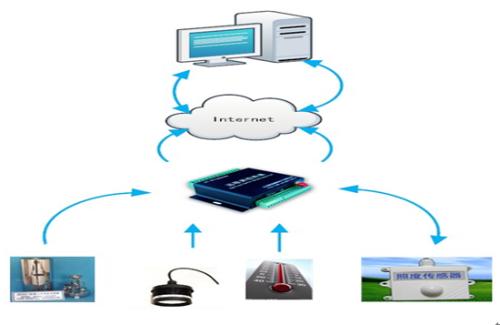
這些通信方法雖然在一定程度上實現了數控機床的聯網,但在應用中它們或多或少地存在一些不足。為了提高數控機床聯網控制系統的可集成性和滿足實時調度功能,筆者提出了基于工業以太網的數控機床聯網控制系統。 [詳情]
-

本文針對目前PIC梯形圖編輯軟件中梯形圖存儲結構的復雜和不足,本文基于面向對象的方法,采用二叉樹和雙向鏈表相結合的數據結構來描述梯形圖功能單元及其拓撲關系,并提出了相應的轉換算法,然后簡化為只含有功能單元的模型.使后續的指令表轉換得到簡化。這種模型結構簡單、通用性強、易于用C++語言實現,在PLC梯形圖編輯軟件中應用效果良好。 [詳情]



