-

數控機床是典型的機電一體化系統。PLC工程現場界面涉及光、機、電、氣、液等復雜的輸入輸出信令,加之PLC對于信號的邏輯處理具有的抽象運算特征,使得工業現場故障處理工作通常是相當的復雜困難,PLC機電系統現場故障往往使得缺少工程經驗的設備管理者們束手無策,較長時間的故障處理處理可以大幅度降低產能,嚴重影響生產。本文以就事論事的方式平鋪直敘具體的機電工程現場故障處理案例,保留住故障處理經驗中最珍貴的分析判斷過程。 [詳情]
-
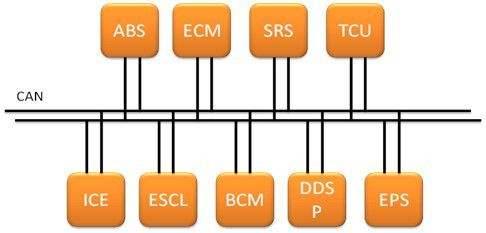
本文提出了一種基于CAN總線的嵌入式數控系統與伺服驅動器等執行機構通信的接口設計,解決了數控系統與伺服驅動器間指令信息傳輸精度及速度等誤差對數控系統性能的影響。該系統接口具有集成度高、智能化程度高、結構與功能可擴展性好、性價比高等特點。 [詳情]
-
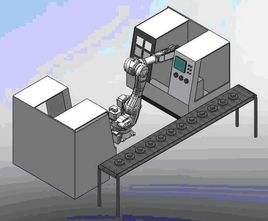
介紹了一種基于西門子PLC控制的氣動機械手的工作原理、氣動系統的設計方案、PLC部分順序功能圖和程序。體現了PLC和氣動機械手在工業生產中的重要作用。 [詳情]
-

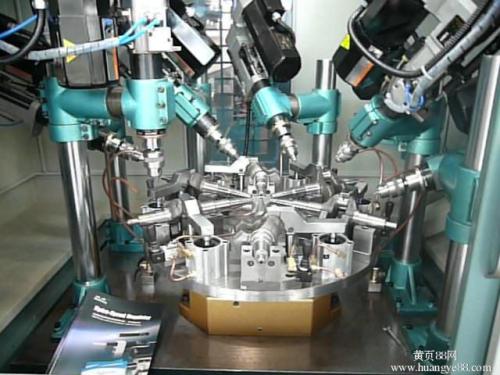
介紹了一種能自動進行180。條形連接器裝配的自動裝配機設計,對系統的PLC控制系統、氣壓系統、光纖檢測系統的設計進行了介紹說明,用戶端采用威綸MT6070iH的觸摸屏控制,實際運行表明,該裝配機具有自動化程度高、可靠性強、誤檢率低和人機交互友好等特點。 [詳情]
-

針對礦用皮帶硫化機自動化程度不高、操作復雜及時操作技能依賴性過多的不足,設計了采用西門子PLC及HMI(人機界面)組合的方式,實現操作控制的自動化;該方案采用2層模塊化設計結構,具有“選擇”和“填寫”兩種方式,通過不同的“選項”,能夠適應各種型號皮帶的硫化禽求,使生產管理和控制性能更合理、更人性化;采用該方案不僅提高了硫化品質,減少了對職業技能的依賴,而且還便于及時排查故障,保證硫化任務順利高效地完成。 [詳情]
-

參照嵌入式軟件的開發流程。第一步:工程建立和配置。第二步:編輯源文件。第三步:工程編譯和鏈接。第四步:軟件的調試。第五步:執行文件的固化。 [詳情]
-

利用CAN總線的實時性和可靠性來提高數控機床的性能C上位機采用控制器S3C241[詳情]
-
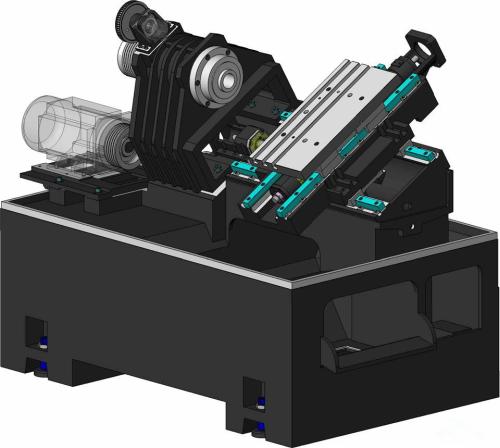
使用普通平頭設備進行工件的平頭操作,平頭面的光滑度和平面度,會受到刀具的精確程度以及操作人員的熟練程度等諸多因素的影響。數控平頭機,可按照輸入的進刀曲線連續工作,始終保持高精度和高效率,從而充分保證平頭質量。 [詳情]
-

本文介紹了結合PLC對箱體加工的自動化控制系統的設計方案。 [詳情]
-

針對數控總線的異步及同步通信特點,提出一種在數控總線應用層之上對所傳輸消息采用動態循環冗余校驗(Cyclical redundancy check,CRC)的消息安全通信方法。給出數控總線安全報文結構,設計出基于動態CRC校驗的安全通信方法及相應算法。采用數學手段及試驗測試對所提出方法與傳統方法進行性能比較,證明該方法滿足通信實時性要求,同時剩余錯誤率有明顯降低,并能完全滿足消息完整性等級要求。結果表明,該方法適合于數控總線消息安全通信的應用。 [詳情]
-

本文利用數控系統中的特殊功能指令編寫數控加工程序,可以達到簡化數控加工程序,提高編程效率的目的。該文通過實例,介紹了FANUC 系統中可編程參數自動設定指令G10 與系統中宏指令在數控編程中配合使用的方法和技巧,可為特殊零件的數控加工程序編制提供參考。 [詳情]
-

本文介紹了PLC和變頻器在汽車傳動軸防塵罩高低溫控制系統中的成功應用,介紹了系統控制方案和軟硬件結構的設計思想.提出了一種易于在PLC中實現的適用于被控對象為二階慣性環節溫度預測控制系統,實際運行表明該算法優于常規的PID算法.本系統功能強,性能好,精度高。 [詳情]
-
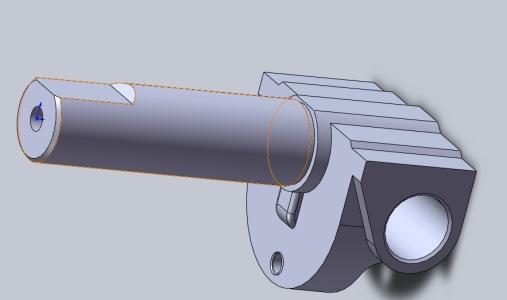
文章利用Pro/E參數驅動的三維模型設計、工程圖功能和AutoCAD靈活方便、功能強大的二維圖形標注與編輯功能,結合實例來分析利用此兩種軟件聯合設計機械工程圖的方法。兩者的結合極大地提高設計效率與質量,在機械制圖領域有一定的現實意義。 [詳情]
-
隨著數控機床的普及,螺紋銑削加工技術在機械制造業的應用越來越多。螺紋銑削是通過數控機床的三軸聯動,利用螺紋銑刀進行螺旋插補銑削而形成螺紋,刀具在水平面上每作一周圓周運動,在垂直面內則直線移動一個螺距。螺紋銑削具有加工效率高、螺紋質量高、刀具通用性好、加工安全性好等諸多優點。目前使用的各種螺紋銑削刀具種類很多,本文擬從應用特點、刀具結構、加工工藝等角度對幾種常見的螺紋銑刀作一些分析介紹。 [詳情]
-
文章通過對功能按鍵模具型腔電極的設計研究,分析了電極設計的原則和要點,給出了NX軟件平臺上電極設計的流程,制定了功能按鍵模具型腔的加工工藝方案,詳細分析了電極的設計方法,完成了電極的完整設計。 [詳情]



