-
NX作為一款高端的CAD/CAM軟件,在實際加工中有著廣泛的應用。通過NX4.0自動編程的方式,在TK42200數控龍門銑鏜床上加工壓力容器上的關鍵件——鍛管復合型面,生產效率高,加工質量好,生產成本低。該方法對其它復合型面的加工也有借鑒意義。 [詳情]
-
系統提出應用高速切削技術在模具制造中的一些關鍵技術,包括高速切削加工機床的選購、CAD/CAM的選用,走刀路徑規劃等加工工藝的確定。 [詳情]
-
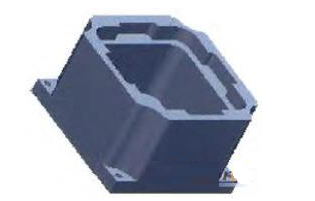
該薄壁零件型腔復雜,設計基準多、幾何公差精度高、特征多,為最大限度地減輕質量,設計采用厚1mm局部為0.3mm的薄壁,并且在1mm的隔筋處增加安裝凸耳(見圖1),這種設計在加工時剛度差,在切削力的作用下,易產生加工變形及零件與刀具的共振現象,造成壁厚上薄、下厚、尺寸超差及其表面顫紋的現象。[詳情]
-
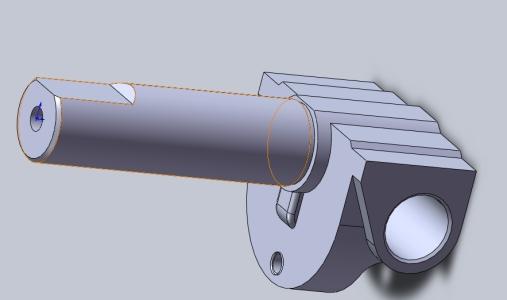
本文針對門五金件孔槽數控加工時多次裝夾、多工序、多工位以及加工精度差、效率低等問題,從門五金件孔槽的結構特點及數控加工原理出發,分析門五金件孔槽數控加工機床夾具設計要求,提出一種新的門五金件孔槽數控加工夾具設計方法。該夾具系統能夠實現木門全自動定位夾緊,且一次裝夾可完成門五金件孔槽數控加工。該方法提高了加工精度、生產效率,對實現門五金件孔槽數控加工的規模化具有重要意義。 [詳情]
-

本文分析了現行五軸聯動數控加工編程標準ISO6983對數控系統刀具半徑補償和刀具長度補償功能支持的不足,提出一種刀具半徑補償向量模式的編程方法,以主軸頭旋轉類型的五軸數控機床為例說明了五軸加工中實現刀具補償的方法。 [詳情]
-
本文基于Pro/ENGINEER平臺,研究了NC模塊的工藝處理和規范以及建立刀具數據庫的方法,并通過靈活應用建立起的刀具數據庫等功能,快速提高了編程效率。 [詳情]
-
本文針對高頻加熱與淬火工作環境惡劣的情況,設計了高頻淬火機械手。該控制系統以PLC為核心,控制三個氣缸的電磁閥,使機械手完成移動、夾緊、旋轉等動作;利用紅外溫度傳感器對高頻加熱的工件進行實時溫度采集,傳送給PLC以實現準確控制溫度和高頻加熱機的起動停止;配套的觸摸屏可設定參數、控制機械手、實時顯示溫度和動作名稱,實現對機械手工作過程的監控。實驗表明,該控制系統穩定可靠,大大降低工人勞動強度,提高工作效率。 [詳情]
-

本文針對復雜、細長、薄壁航天產品裝夾次數多、裝夾繁瑣、效率低下等問題,設計了基于氣動原理的快速裝夾系統。該系統包括夾緊力理論計算、氣路設計、夾緊機械工裝和控制系統設計。通過夾緊力理論計算,確定了氣缸數量。基于并行設計原理設計了夾緊氣路。采用組合夾具式思路設計了夾緊工裝。基于DSP技術,實現了控制系統設計。采用該系統對某典型結構件進行了數控加工,零件加工質量和尺寸精度滿足設計圖樣要求。研究結果表明,設計的裝夾系統可以高效、可靠地實現零件裝夾。 [詳情]
-

本文對高速銑削和高速數控編程進行工作經驗總結,介紹了在高速數控編程時應該注意和避免的問題,并提出對高速數控編程進行優化的方法。 [詳情]
-

本文主要論述了NX在型腔零件數控仿真加工中的應用。利用NX中的建模模塊實現了型腔零件的設計,并利用加工模塊進行該腔體零件的三軸粗加工和五軸精加工,生成NC仿真加工及NC程序。 [詳情]
-

隨著現代數控加工越來越復雜,對加工質量的要求越來越高,作為數控加工的重要組成部分,不斷引導并適應新的加工特性。當前,模具、航空零件、風電零件等不斷要求加工具有更高的表面質量和加工效率,由此五軸數控加工機床、車銑復合加工機床等日漸成為研發重點。本文即針對現代數控加工的特點,論述了加工仿真技術的發展并進行了前瞻。 [詳情]
-

本文對開放式網絡化數控系統展開討論,論述了其基本概念、體系結構和發展趨勢。 [詳情]
-
-
數控加工已成為當今制造業的主流加工方式。手工編程在通用機械零件的加工中具有很大的作用,它快捷簡短,可讀性強,容易入門。但對于復雜的三維曲面尤其是模具型腔類零件,手工編程顯得力不從心。雖然可以用宏程序編制一些規則的三維曲面程序,但繁瑣的數學計算仍然是一大難題。因此CAD/CAM 自動編程軟件在機械加工尤其是模具加工企業中應用相當廣泛。 [詳情]
-
本文介紹了目前CAM軟件2種主流的五軸刀路產生方式,可以看出,hyperMILL代表的依托計算機自動進行干涉避讓的五軸刀路產生方式將引領整個CAM加工的潮流。它不但讓加工更加安全(刀具干涉的自動避讓),保護了客戶昂貴的設備,還降低了對編程人員的經驗要求,并大大提高了五軸編程的效率。 [詳情]



