-
基于S7-300的交流伺服系統(tǒng)在汽車(chē)儀表板生產(chǎn)線(xiàn)上的應(yīng)用
本文以西門(mén)子SIMATIC S7—300 PLC為核心的交流伺服系統(tǒng)代替原來(lái)以單片機(jī)為核心的直流伺服系統(tǒng)。并介紹了該系統(tǒng)的控制對(duì)象和控制任務(wù), 然后著重論述系統(tǒng)的體系結(jié)構(gòu)、軟硬件設(shè)計(jì)方案及實(shí)施方法 。 [詳情]
-
文章提出了一種基于TOPS300數(shù)控編程N(yùn)c模塊改進(jìn)方法,通過(guò)典型零件編程的實(shí)踐,分析影響MCAD數(shù)控制造效率的因數(shù),強(qiáng)調(diào)[動(dòng)作與時(shí)間的研究](motion and time study),改變程序默認(rèn)模式,應(yīng)用于船用機(jī)柜等零件綠色制造編程,在時(shí)間、能耗、質(zhì)量、效率等方面體現(xiàn)更多的優(yōu)越性。 [詳情]
-
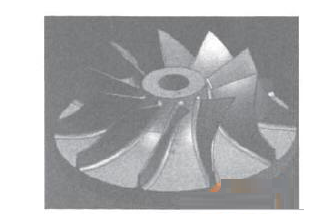
本文詳細(xì)介紹了NX6.0軟件對(duì)葉輪加工的全過(guò)程以及加工過(guò)程中的注意事項(xiàng),為同類(lèi)產(chǎn)品的模型建立和多坐標(biāo)數(shù)控編程提供了設(shè)計(jì)思路和方法。 [詳情]
-

基于NX的五坐標(biāo)數(shù)控編程后處理程序開(kāi)發(fā)應(yīng)用
本文對(duì)UGNX平臺(tái)下的后處理程序開(kāi)發(fā),以PostBuilder為環(huán)境,詳細(xì)講述了其五坐標(biāo)數(shù)控銑削機(jī)床的后處理程序開(kāi)發(fā)的關(guān)鍵核心技術(shù),包括PostBuilder后處理開(kāi)發(fā)模式、五坐標(biāo)機(jī)床運(yùn)動(dòng)及MOM變量設(shè)置、TCL語(yǔ)言應(yīng)用等方面,并以FIDIAKR214六坐標(biāo)高速銑削加工中心的后處理開(kāi)發(fā)為實(shí)例進(jìn)行了應(yīng)用說(shuō)明。 [詳情]
-

本文在汽車(chē)沖壓件檢具體幾何特征和加工工藝分析的基礎(chǔ)上,采用UGNX5.0軟件對(duì)檢具體進(jìn)行數(shù)控加工編程,并給出了詳細(xì)的加工參數(shù)及操作過(guò)程。實(shí)例表明利用先進(jìn)的CAM軟件實(shí)現(xiàn)復(fù)雜型面零件的加工編程,可有效保證零件加工質(zhì)量,縮短制造周期。 [詳情]
-

淺談數(shù)控車(chē)床設(shè)計(jì)中電氣元器件的選擇
數(shù)控機(jī)床是現(xiàn)代生產(chǎn)必備的一項(xiàng)基本工具,以其電子化、自動(dòng)化、精密化、高效化等特點(diǎn)顯示了它在機(jī)械制造業(yè)中無(wú)可替代的地位。電氣元器件作為數(shù)控機(jī)床的重要組成部分,在數(shù)控機(jī)床的設(shè)計(jì)、應(yīng)用中也不容忽視。本文筆者就自身的一些工作經(jīng)驗(yàn)以及學(xué)習(xí)心得入手,簡(jiǎn)要談一下數(shù)控車(chē)床設(shè)計(jì)中電氣元器件的選擇,旨在為數(shù)控機(jī)床更好的發(fā)展、應(yīng)用貢獻(xiàn)一份自己的力量。 [詳情]
-

文章主要分析了刀/工具管理狀況分析以及刀/工具管理與應(yīng)用存在的問(wèn)題以及完成了系統(tǒng)整體規(guī)劃以及刀具管理的功能分析。 [詳情]
-
文章介紹了自由曲面的幾種加工方法,以薩克斯哨片為例,利用CAD/CAM中的CATIA V5軟件,結(jié)合相應(yīng)的曲面設(shè)計(jì)模塊進(jìn)行三維建模,根據(jù)NC模塊中的數(shù)控加工進(jìn)行刀路仿真,然后進(jìn)行后置處理生成數(shù)控代碼進(jìn)行不規(guī)則曲面件的加工,與傳統(tǒng)的加工方法相比,該方法為自由曲面件的加工提供了更方便快捷的途徑,大大縮短了產(chǎn)品的制造周期。 [詳情]
-
基于PowerMILL的汽車(chē)發(fā)動(dòng)機(jī)等速圓柱凸輪曲面的數(shù)控加工
本文探討凸輪活塞式汽車(chē)發(fā)動(dòng)機(jī)關(guān)鍵零件——等速圓柱凸輪曲面輪廓的加工。CAM技術(shù)在數(shù)學(xué)模型的構(gòu)建、加工工藝和方案的擬訂、程序仿真,以及實(shí)件加工等環(huán)節(jié)的應(yīng)用,顯著提高了加工質(zhì)量和效率。 [詳情]
-

基于廣州數(shù)控GSK928 MA數(shù)控系統(tǒng)的MasterCAM9.0后置處理程序的二次開(kāi)發(fā)
本文針對(duì)MasterCAM提供的數(shù)控機(jī)床銑削加工編程及其后置處理程序二次開(kāi)發(fā)功能,以配有廣州數(shù)控GSK928MA數(shù)控系統(tǒng)的三軸數(shù)控銑削機(jī)床為控制對(duì)象,重點(diǎn)討論了其相應(yīng)后置處理程序修改的關(guān)鍵技術(shù),對(duì)其他不同數(shù)控系統(tǒng)機(jī)床后置處理程序的修改有一定的參考價(jià)值。 [詳情]
-
基于PC+I/O軟件化開(kāi)放式數(shù)控系統(tǒng)框架研究
本文分析PC數(shù)控系統(tǒng)各種體系結(jié)構(gòu)的優(yōu)缺點(diǎn),介紹PC+I/O軟件化結(jié)構(gòu)的設(shè)計(jì)思想以及存在的優(yōu)勢(shì),研究若干關(guān)鍵技術(shù)的解決方案,如windows操作系統(tǒng)的實(shí)時(shí)化、底層通信和實(shí)時(shí)控制等,提出基于PC+ⅣO軟件化結(jié)構(gòu)數(shù)控系統(tǒng)的軟硬件平臺(tái)設(shè)計(jì)框架。 [詳情]
-

基于PLC的經(jīng)濟(jì)型龍門(mén)式數(shù)控鉆床控制系統(tǒng)設(shè)計(jì)
本文以可編程控制器為核心,采用上位機(jī)、伺服控制器、傳感器和液壓技術(shù),設(shè)計(jì)了經(jīng)濟(jì)型數(shù)控鉆床控制系統(tǒng),使數(shù)控鉆床具備了精確定位、自動(dòng)鉆孔的功能。 [詳情]
-

本文介紹了一種氣動(dòng)安裝機(jī)械手控制系統(tǒng),該系統(tǒng)以PLC為核心進(jìn)行系統(tǒng)的硬件開(kāi)發(fā)和軟件設(shè)計(jì)。本文闡述了氣動(dòng)安裝機(jī)械手的結(jié)構(gòu)、工作原理,合理選取了系統(tǒng)硬件,進(jìn)行了氣動(dòng)控制系統(tǒng)和電氣控制系統(tǒng)的詳細(xì)設(shè)計(jì),實(shí)現(xiàn)了氣動(dòng)安裝機(jī)械手的上料、吸料、安裝和聯(lián)絡(luò)等功能。 [詳情]
-

基于CAM軟件的印刷機(jī)底板孔群加工路徑優(yōu)化方法
為了減少零件在加工孔群過(guò)程中的空走刀行程,普遍應(yīng)用各種CAM軟件根據(jù)各自?xún)?yōu)化算法自動(dòng)生成孔群加工路徑,先后應(yīng)用當(dāng)前普及率較高的MasterCAM和NX兩款軟件對(duì)印刷機(jī)底板孔群加工路徑進(jìn)行優(yōu)化,得到差異明顯的優(yōu)化路徑和量化結(jié)果、通過(guò)時(shí)比分析,證明NX軟件的孔群路徑優(yōu)化算法要優(yōu)于MasterCAM。各種CAM軟件的應(yīng)用場(chǎng)合和編程對(duì)象不同,實(shí)際生產(chǎn)中應(yīng)該針對(duì)具體情況選擇適當(dāng)?shù)腃AM軟件編制工藝,這樣才能提高零件的加工效率和質(zhì)量。 [詳情]
-

Cimatron E軟件在三維造型和數(shù)控銑削中的應(yīng)用
本文以?huà)鞕C(jī)遙控器三維造型和數(shù)控銑削加工為例,結(jié)合自己多年的新品開(kāi)發(fā)經(jīng)驗(yàn),詳細(xì)地介紹了Cimatron E軟件在新品開(kāi)發(fā)中的應(yīng)用,希望對(duì)新品開(kāi)發(fā)人員有一定的幫助和借鑒作用。 [詳情]
- 1SIMATIC PCS neo:面向未來(lái)的DCS557232
- 2中國(guó)機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)177161
- 3世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^(guān)點(diǎn)集錦(二)177115
- 42019世界機(jī)器人大會(huì)圓滿(mǎn)落幕176133
- 5世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^(guān)點(diǎn)集錦(一)173013
- 6格力開(kāi)始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167397
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠(chǎng)實(shí)現(xiàn)的幾點(diǎn)建議158700
- 8亞馬遜的智能物流倉(cāng)儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?133416
產(chǎn)品專(zhuān)題")
升級(jí)")
題")
題:機(jī)器人與智能制造")