-

要想提高維修電工實訓(xùn)中查找排除故障的能力,就要加強電 工基礎(chǔ)理論的學(xué)習(xí),一定要學(xué)會識圖,熟悉安裝、配線的技能,掌握正確的故障排除方法,不斷學(xué)習(xí)新技術(shù)、新知識,積累豐富的"臨床”經(jīng)驗,適應(yīng)現(xiàn)代社會對角色的要求。 [詳情]
-

本文討論了基于運動控制卡的火焰切割機數(shù)控系統(tǒng)的軟件設(shè)計中多線程技術(shù)的應(yīng)用。數(shù)控系統(tǒng)軟件運行時。要求在控制電動機以及各種開關(guān)的同時,能夠處理出錯信息,動態(tài)顯示加工軌跡,響應(yīng)用戶的輸入操作。數(shù)控系統(tǒng)軟件同時執(zhí)行多個任務(wù)會產(chǎn)生系統(tǒng)響應(yīng)滯后問題。為此引入了多線程技術(shù),把某些任務(wù)放在子線程中執(zhí)行。它為解決數(shù)控軟件系統(tǒng)中不同任務(wù)的時間性能要求。即響應(yīng)時間提供了一種方法。 [詳情]
-

基于PC機的通用數(shù)控系統(tǒng)軟件的設(shè)計與應(yīng)用
在Windows操作系統(tǒng)平臺上所設(shè)計的通用數(shù)控系統(tǒng)軟件是一個具有開放性、模塊化特征的CNC應(yīng)用軟件。該軟件已在改造后的CK6140H普通車床上應(yīng)用,效果良好。 [詳情]
-

FAnUC-0iTB數(shù)控系統(tǒng)數(shù)控機床工作狀態(tài)開關(guān)PLC控制程序設(shè)計
FANUC-0iTB數(shù)控系統(tǒng)數(shù)控中是內(nèi)置的PLC, 它與機床之間的信息傳遞是通過CNC的輸入/輸出接口電路來實現(xiàn)的,通過程序數(shù)據(jù)的傳輸實現(xiàn)機床工作狀態(tài)開關(guān)的功能,在此基礎(chǔ)上完成PLC控制程序設(shè)計的設(shè)計過程。 [詳情]
-

電機檢測設(shè)備的通用化設(shè)計及實現(xiàn)
依據(jù)通用化的思想和模塊化的設(shè)計思路,采用三相整流、PWM等技術(shù),設(shè)計了電機綜合檢測設(shè)備,實際應(yīng)用證明,該設(shè)備不僅可實現(xiàn)電機運行時電壓、電流、扭矩、轉(zhuǎn)速等性能指標(biāo)的檢測,而且解決了檢測設(shè)備系列類型多以及資源浪費、測試人員負(fù)擔(dān)重等問題,具有很強的通用化特點。 [詳情]
-

進入21世紀(jì)以來,隨著制造技術(shù)的全球化趨勢,制造業(yè)的競爭更加激烈,對制造技術(shù)必然帶來巨大挑戰(zhàn),首當(dāng)其沖的是切削刀具的變化,主要體現(xiàn)在刀具的切削性能大幅度提高,以適應(yīng)高速、高效、高精度、多功能、硬質(zhì)和干式切削技術(shù)要求。 [詳情]
-
數(shù)控加工中心常見刀具系統(tǒng)故障診斷與排除方案
本文通過數(shù)控系統(tǒng)配置為FANUC ni—MA的VM40立式加工中心為例,討論了刀具系統(tǒng)常見的加工中心機械手換刀故障診斷及處理方案、加工中心不執(zhí)行換刀故障診斷及處理方案、加工中心掉刀故障診斷及處理方案。 [詳情]
-

機械制造類企業(yè)如何選擇企業(yè)數(shù)控套料軟件
套料軟件作用:在企業(yè)信息化管理過程中,機械制造類企業(yè)不可避免需要使用套料軟件,通過套料軟件,企業(yè)套料部門可以很輕松的實現(xiàn)多人套料管理,實現(xiàn)下料計劃整合、下料任務(wù)領(lǐng)用鎖定、下料板材預(yù)領(lǐng)釋放、下料數(shù)據(jù)的統(tǒng)計保存,多管齊下,提高材料利用率和運作效率,所有與下料業(yè)務(wù)相關(guān)計劃臺帳、鋼板數(shù)據(jù)、切割草圖、下料數(shù)據(jù)匯總報表實現(xiàn)"數(shù)字化”。 [詳情]
-

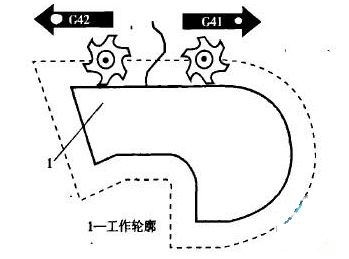
本文以FANuc Oi系統(tǒng)為例,在銑削加工過程中,機床若不具備刀具半徑補纏功能,那么編程需計算刀具中心軌跡,尤其當(dāng)?shù)毒咭蚰p、重磨、換新刀而引起刀具直徑變化時,很難計算刀具中心軌跡。這樣不僅給編程帶來麻煩,而且也很難保證零件的加工精度。當(dāng)機床具備刀具半徑補纏功能時,只需按照零件輪廓編程,省去計算刀具中心坐標(biāo)值,從而簡化了編程。實際操作過程中,只要通過改變刀具半徑補纏值即可控制零件的加工精度。 [詳情]
-

三元整體葉輪葉片形狀復(fù)雜,制造需采用CAD/CAM技術(shù),本文以三維造型與編程軟件編程,應(yīng)用五坐標(biāo)數(shù)控機床加工實現(xiàn)。對國內(nèi)常用的典型三維CAD/CAM軟件的建模特點和CAM性能進行了分析與比較。 [詳情]
-

利用風(fēng)力帶動風(fēng)輪葉片旋轉(zhuǎn),再透過增速機將提升旋轉(zhuǎn)速度,帶動發(fā)電機發(fā)電。依據(jù)目前的風(fēng)機技術(shù),大約三級風(fēng)的程度便可以開始發(fā)電。從零部件價值量的角度來看,風(fēng)輪葉片是價值量最大部件之一,造價約占整個設(shè)備的20%。[詳情]
-
基于PowerMILL的數(shù)控加工技術(shù)在模具制造中的應(yīng)用
隨著我國汽車、家電等工業(yè)的迅速發(fā)展,產(chǎn)品外形變得越來越人性化與完善,隨之產(chǎn)品的更新?lián)Q代、模具設(shè)計與制造越來越快。利用當(dāng)今流行的CAD/CAM集成設(shè)計與制造技術(shù)與先進的管理手段,增強企業(yè)的競爭力,PowerMILL作為Delcam的旗艦多軸加工CAM系統(tǒng)而享譽世界。 [詳情]
-

基于SPCE061 A實現(xiàn)的語音數(shù)控電源
本文通過選用一教具有語音功能的單片機(SPCE061A)設(shè)計并實現(xiàn)了一臺數(shù)控直流穩(wěn)壓電源。該電源的輸出電壓在O~+9.9V的范圍內(nèi),通過按鍵可以實現(xiàn)步進0.1V和輸出電壓預(yù)置,同時結(jié)合SPCE061A單片機在語音方面的優(yōu)勢,還可以實現(xiàn)電壓播報和語音控制的輸出電壓預(yù)置。在保證數(shù)控電源基本功能的條件下,增強了系統(tǒng)的人性化環(huán)境。 [詳情]
-
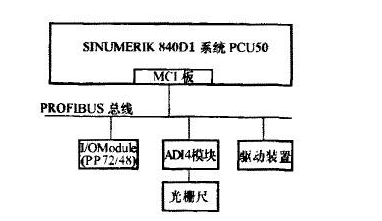
PROFlBUS總線在西門子840D i數(shù)控系統(tǒng)中的應(yīng)用
隨著技術(shù)發(fā)展,數(shù)控系統(tǒng)也越來越多地采用現(xiàn)場總線技術(shù),如:SIEMENS 840D系統(tǒng)采用的MPI總線、FANUC 18i系統(tǒng)采用的FSSB總線、FAGOR 8055系統(tǒng)采用的SERCOS總線技術(shù)等,這些現(xiàn)場總線均適用干數(shù)字伺服和運動控制系統(tǒng)中的高速串行實時通信的要求,得到了廣泛的應(yīng)用。840Di數(shù)控系統(tǒng)是西門子公司推出的先進開放式數(shù)控系統(tǒng)之一,應(yīng)用面廣泛,和模擬驅(qū)動裝置、數(shù)字驅(qū)動裝置都能兼容配置,采用帶有位置控制的PROFIBUS-DP,用于驅(qū)動和UO統(tǒng)一的現(xiàn)場總線連接,提高了系統(tǒng)可靠性、開放性。 [詳情]
-
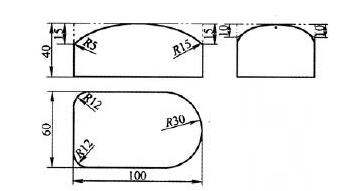
刀具半徑補償在SINUMERIK數(shù)控銑削加工中的靈活運用
刀具半徑補償功能是數(shù)控銑削加工的重要功能,介紹了使用刀具半徑補償功能實現(xiàn)零件外形輪廓和型腔的粗、精加工,以及在加工等寬壁厚工件和結(jié)合宏程序與系統(tǒng)變量,加工復(fù)雜的輪廓型腔或凸臺、邊緣截面為曲線的工件時的使用方法。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS556385
- 2中國機器人產(chǎn)業(yè)發(fā)展報告(2019)176275
- 32019世界機器人大會圓滿落幕175305
- 4世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)175291
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)172120
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備165230
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議156912
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?131526
品專題")
升級")

