-

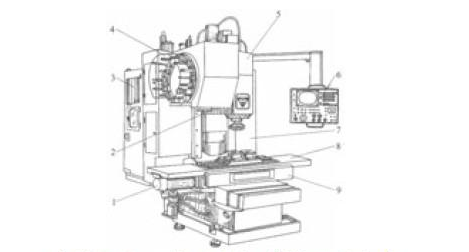
數(shù)字化虛擬制造在數(shù)控可轉(zhuǎn)位刀具加工中的應(yīng)用
數(shù)字化虛擬制造技術(shù)是制造技術(shù)與仿真技術(shù)相結(jié)合的產(chǎn)物,它集制造技術(shù)、機床數(shù)控理論、計算機輔助設(shè)計(CAD)、計算機輔助制造(CAM)和建模與仿真技術(shù)于一體。 [詳情]
-
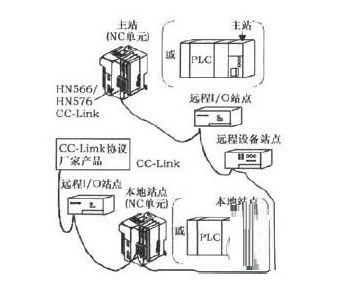
三菱數(shù)控系統(tǒng)之現(xiàn)場總線控制技術(shù)
數(shù)控設(shè)備在現(xiàn)代制造系統(tǒng)中處于基礎(chǔ)、核心地位。隨著工業(yè)控制技術(shù)的飛速發(fā)展和不斷創(chuàng)新,現(xiàn)有數(shù)控設(shè)備的控制單元常常是一種獨立系統(tǒng),很難在原有的控制單元基礎(chǔ)上進行控制功能、新的控制策略、高層次卜.的任務(wù)擴充。為了改善現(xiàn)有數(shù)控系統(tǒng)存在的上述不足,三菱數(shù)控在最新推出的數(shù)控系統(tǒng)M700V/M70/C70中,更注鶯強化現(xiàn)場總線控制技術(shù),在提供專業(yè)數(shù)控系統(tǒng)和先進的控制技術(shù)之外,使數(shù)控裝置能夠非常容易地配置或擴展。 [詳情]
-
基于S7-300的PLC在數(shù)控加工中心氣動換刀控制系統(tǒng)中的應(yīng)用研究
基于S7-300 可編程控制器PLC,結(jié)合氣動控制技術(shù),實現(xiàn)了對數(shù)控加工中心氣動換刀系統(tǒng)的控制系統(tǒng)的改進。本文分析了系統(tǒng)的硬件及軟件設(shè)計,提供了主要的硬件原理圖和軟件梯形圖。最后,將所開發(fā)的控制系統(tǒng)應(yīng)用于YY-1060 立式加工中心,其在4s~6s 內(nèi)可完成整個自動換刀過程,且相應(yīng)的流速、壓力、位移參數(shù)完全滿足要求。研究結(jié)果表明,換刀過程快捷、準確、可靠,完全能夠滿足使用的要求。 [詳情]
-
NX是數(shù)控加工技術(shù)中應(yīng)用最廣泛的CAD/CAM軟件之一。通過實例介紹NX實現(xiàn)自動編程的方法,加工參數(shù)設(shè)置,模擬加工,自動生成NC代碼等, 從而說明NX數(shù)控加工中的應(yīng)用。 [詳情]
-
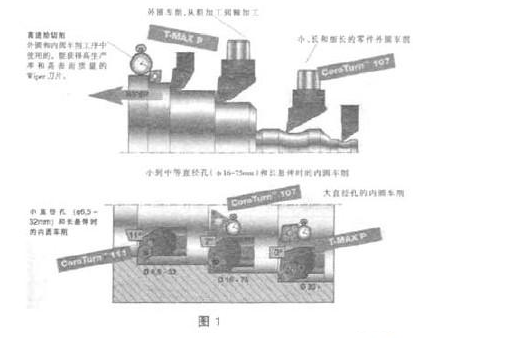
隨著數(shù)控設(shè)備的逐年增加,數(shù)控加工逐漸成為零件加工的主要方式,為了提高數(shù)控設(shè)備的加工精度和效率,首先要合理的選用刀具和切削用量,現(xiàn)在數(shù)控加工多采用標(biāo)準的機夾式刀具,由專業(yè)的廠家制造,對于操作者來說主要的任務(wù)是選擇適合的刀具和切削參數(shù),充分發(fā)揮刀具的效能。本文從實際應(yīng)用的角度出發(fā)。詳細介紹了數(shù)控刀具的種類、選用方法和切削用量的選用原則,對實際生產(chǎn)具有一定的指導(dǎo)意義。 [詳情]
-
基于線程技術(shù)的PC數(shù)控軟件設(shè)計
闡述了PC機數(shù)控系統(tǒng)的特點,介紹了一種利用線程技術(shù)實現(xiàn)PC機數(shù)控系統(tǒng),并分析了在數(shù)控加工中數(shù)據(jù)的結(jié)構(gòu)以及算法的實現(xiàn)。該系統(tǒng)已經(jīng)在實際的車床數(shù)控系統(tǒng)中得到應(yīng)用。 [詳情]
-
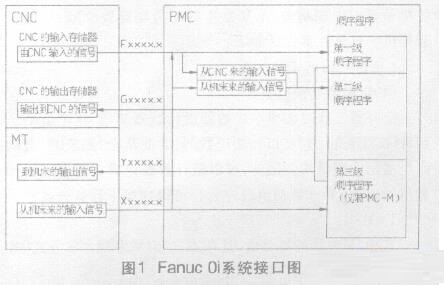
結(jié)合典型的數(shù)控故障實例, 文章分析了PLC程序在數(shù)控機床故障診斷中的應(yīng)用方法, 給出了PLC診斷法的基本步驟, 并指出: 通過分析PLC的梯形圖對故障進行診斷, 利用NC系統(tǒng)的梯形圖顯示功能或者機外編程器在線跟蹤梯形圖的運行, 可提高診斷故障的速度和準確性, 但這種方法要求維修人員既要熟悉本機床的接口信號,又要熟悉PLC編程器的使用方法。[詳情]
-

智能數(shù)控套料編程軟件在數(shù)控切割中的應(yīng)用
在數(shù)控切割技術(shù)飛速發(fā)展的今天,人們已經(jīng)意識到利用先進的數(shù)控切割與優(yōu)化套料技術(shù),不僅是保證產(chǎn)品切割質(zhì)量和焊接質(zhì)量的關(guān)鍵,而且也是提高板材利用率的關(guān)鍵,因此對于數(shù)控切割和優(yōu)化套料的重視程度越來越高。在此,結(jié)合實際操作,對優(yōu)化套料提高板材利用率的智能數(shù)控套料編程軟件(簡稱InteGNPS)的模塊功能及套料方法進行探討。 [詳情]
-

本文敘述三菱數(shù)控系統(tǒng)原斷電重啟功能的操作方法及一種新斷電重啟的方法。 [詳情]
-

本文闡述了基于企業(yè)的實際條件,選用NX5.0軟件設(shè)計合理的加工步驟,編制了五軸聯(lián)動的加工程序,成功加工出比較復(fù)雜的零件,實際應(yīng)用效果良好。 [詳情]
-

文中主要舟紹光柵尺在數(shù)控藩地銑鏜床上的應(yīng)用特點和安裝操作方法,包括光柵尺的拆包檢查.基面的平行檢驗、基本的裝配操作、光柵尺的距離調(diào)整等。 [詳情]
-
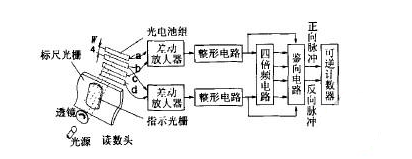
本文介紹數(shù)控檢測系統(tǒng)的種類。重點分析了光柵檢測系統(tǒng)的原理。讀數(shù)頭把工作臺的位移量,由光柵尺把光信號轉(zhuǎn)換成莫爾條紋移動量,再通過光電轉(zhuǎn)換元件,把光強信號轉(zhuǎn)換成與光強成比例的電信號,然后由放大電路、整形電路、倍頻鑒向以及計數(shù)電路處理,最終記錄下工作臺的位移量。 [詳情]
-
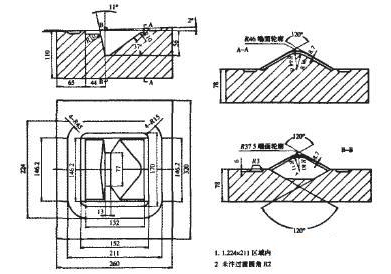
本文介紹了使用CAXA制造工程師軟件中的零件造型模塊對型腔進行了三維實體零件造型,用制造工程師中的CAM模塊對型腔進行了加工模型的創(chuàng)建、加工設(shè)置、成型過程仿真和數(shù)控編程。利用制造工程師CAM系統(tǒng)的后處理功能,自動生成頂型腔的數(shù)控加工的NC代碼。提高了復(fù)雜型腔的設(shè)計、制造速度。 [詳情]
-

?有些物料因為其特殊的物料屬性,在粉碎過程可能會出現(xiàn)粘附,從而導(dǎo)致堵料或團聚現(xiàn)象,給粉碎工作帶來相當(dāng)大的麻煩。在經(jīng)過長期的經(jīng)驗累積和不斷創(chuàng)新改良后,針對物料粘附現(xiàn)象特別推出了陶瓷內(nèi)襯氣流粉碎機。[詳情]
-

RadbendCNC是當(dāng)前國際上支持數(shù)控折彎機離線編程的一個先進的應(yīng)用軟件。它通過高度自動化的計算優(yōu)化鈑金零件的折彎順序,選擇最佳折彎刀具及后擋料位置,完全現(xiàn)場化的仿真模擬。讓折彎編程效率得到極大的提高,降低了企業(yè)制造成本。廣州約克空調(diào)在采用了RadbendCNC后,鈑金折彎加工效率提高25%以上,極大的緩解了由于編程效率低下所帶來的產(chǎn)能瓶頸,降低了制造成本。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS556385
- 2中國機器人產(chǎn)業(yè)發(fā)展報告(2019)176275
- 32019世界機器人大會圓滿落幕175305
- 4世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)175291
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)172120
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備165229
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議156912
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠?131526
品專題")
升級")

