-
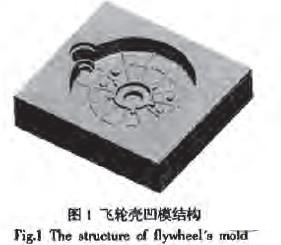
高速切削概念是德國切削物理學家薩洛蒙(Carllomon)于1931年提出的。高速切削加工技術是先進制造技術之一,具有材料切除率高、切削力小、工件熱變形小、可加工難加工材料等特點。將其應用于模具制造領域,可大大縮短模具制造周期、提高產品的競爭力。[詳情]
-
近年來,隨著經濟高速發展,為提高競爭力,企業自覺地應用高新技術來改造傳統產業,數控機床在機械制造加工業中得到了越來越廣泛的應用。[詳情]
-

西門子840D數控系統不同于以前曾廣泛應用的810T/M和840C等數控系統,它并沒有提供專門的雙向螺距誤差補償功能。通過對840D系統中的下垂補償功能的分析研究,找到了一種方法,成功地解決了進行雙向螺距誤差補償的問題。 [詳情]
-

為了擴展數控系統邏輯功能的可編程能力,通常在數控系統中配置PLC功能。并采用獨立PLC或內置式PLC兩種方式。但目前內置式PLC一般使用軟件實現。有一套特有的編程與配置方法,這對使用者熟悉新功能提出了額外的要求。現場可編程邏輯器件FPGA具有很強的在線邏輯編程能力。常被應用于實現某些邏輯控制中。 [詳情]
-

隨著現代數控技術的發展,數控機床的普及程度得到快速提高。作為在數控制造技術應用方面的排頭兵,經過20多年的快速積累,航空航天企業已從過去購買CAD/CAM軟件不以為用,到現在真正把CAD/CAM技術作為不可或缺的重要技術使用,這也足以反映出其"超前技術儲備戰略"的必要性。假設如果沒有過去決策層引進價格不菲的CAD/CAM系統,也決不會有航空航天CAD/CAM技術應用的今天。 [詳情]
-

在運用CAD/CAM技術進行汽車沖壓模具設計過程中,經常要依據經過沖壓分析后的沖壓工藝數模進行分模設計。傳統的CAD分模過程常常要耗費大量的時間與精力,直接影響了設計效率。[詳情]
-
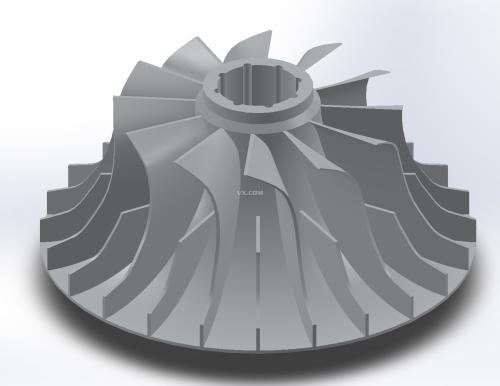
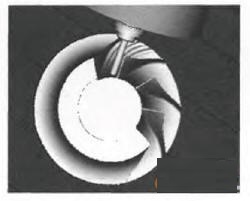
基于Cimatron E8.5的渦輪增壓器整體葉輪五軸數控加工技術研究
渦輪葉輪是車用發動機廢氣渦輪增壓器的關鍵零部件,其特點是:葉片薄、扭曲大和葉片間隔小。其加工質量直接影響發動機的效率,為了得到高質量的渦輪葉輪,要對其進行整體加工。[詳情]
-
隨著數控技術的發展,自動編程技術的應用越來越普遍。Cimatron是自動編程應用最廣泛的CAD/CAM軟件,NC程序的自動生成受軟件后置處理功能的控制,不同的數控系統對應著不同的后處理文件,其生成的NC代碼格式也不相同。[詳情]
-
采用可變軸曲面輪廓銑進行曲面精加工,驅動方法選擇“曲面”方法,刀軸方向為“側刃驅動體”.投影欠量為“垂直于驅動體”,刀具采用D10R2圓角刀。[詳情]
-

定位精度是數控加工中心位置精度中的一項重要指標,在精密加工中,定位誤差占加工精度的一半以上,采用激光干涉儀檢測定位精度,并通過檢測數據來對數控加工中心進行補償。[詳情]
-
整體葉輪是航空發動機和各類透平機械的關鍵部件,廣泛應用于航空、汽車、能源等領域,其結構特點是葉片薄,扭曲大,葉片間隔小。整體葉輪屬于復雜的曲面體零件,可以采用鑄造加工、電火花加工、電解加工及數控銑削加工等加工方法。[詳情]
-
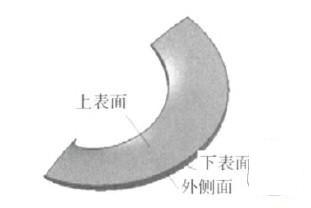
Cimatron it軟件中WCUT工序在復雜型腔加工中的應用
三軸銑削加工方式支持三個坐標軸聯動,可解決一般的曲面加工問題。在模具加工中,三軸加工是使用最多的一種加工方式,同時也能解決絕大部分的模具銑削加工問題。[詳情]
-
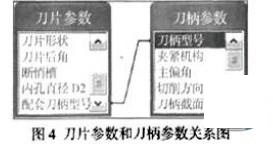
隨著機械技術不斷發展,在現代機械加工中越來越多企業引入加工中心、數控車床、數控鏜銑床等數控加工設備,從而使數控刀具代替傳統刀具,被大量應用在生產的第一線中,成為數控加工中的主要角色。[詳情]
-
在模具制造中對自由曲面數控加工越來越多。常采用反向工程技術,即對存在的復雜實物模型或零件進行高精度的數字化測量,對重構出的CAD 模型進行計算機輔助分析(CAE),通過CAM 系統加工出產品,再對加工出的產品進行檢驗、修改和創新,若不滿意則可以重新進行再設計、再加工和檢驗,直到滿意的過程。[詳情]
-
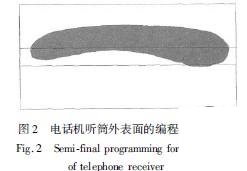
Pro/NC是美國參數技術公司(PTC)用于加工的核心模塊,高度繼承了PTC公司全線產品的特性,具備全部關聯和同一核心數據庫,因此保證了在加工程序設計過程的高效性。[詳情]



