-
基于PLC的自動(dòng)針布機(jī)控制系統(tǒng)設(shè)計(jì)
本文針對(duì)現(xiàn)有針布機(jī)控制系統(tǒng),提出一種利用可編程控制器PLC控制執(zhí)行元件的方案。該方案選用OMRON公司生產(chǎn)的CPM2A型PLC作為控制系統(tǒng)的核心,采用氣缸和步進(jìn)電機(jī)作為執(zhí)行元件,摒棄了傳統(tǒng)的凸輪結(jié)構(gòu)。在本文中給出了控制系統(tǒng)硬件組成,程序流程圖和輸入,輸出接線圖。可編程控制器PLC替代了繼電器邏輯控制系統(tǒng),提高了自動(dòng)針布機(jī)控制系統(tǒng)的可靠性和穩(wěn)定性。[詳情]
-
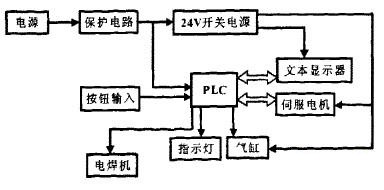
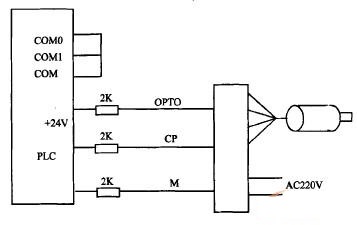
PLC伺服控制系統(tǒng)在密封墊圈繞制系統(tǒng)中的應(yīng)用
本文介紹基于PLC控裁的伺服電機(jī)系統(tǒng)褒密封墊圈繞制串的應(yīng)用,闡述了密封墊圈繞制系統(tǒng)中PLC控翩的設(shè)計(jì),討論了系統(tǒng)硬件和軟件設(shè)計(jì),包括電氣線路設(shè)計(jì)、軟件編程設(shè)計(jì)、文本通訊、PLC控制伺服電機(jī)定位和電焊機(jī)工作的設(shè)計(jì)。[詳情]
-
本文介紹了采用小型PLC、觸摸屏、步進(jìn)系統(tǒng)組成剪床的數(shù)控系統(tǒng),并提供了在應(yīng)用中所遇到的硬件接口數(shù)據(jù)及軟件流程等。[詳情]
-
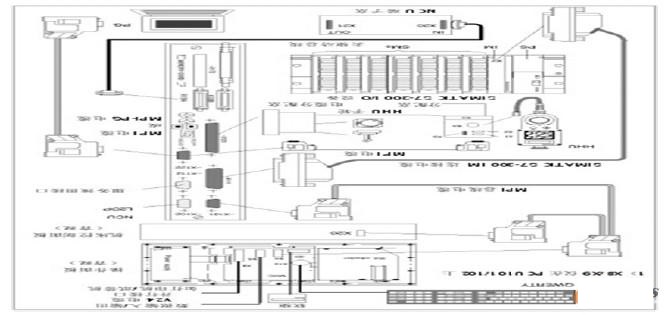
西門(mén)子PLC S7-300在基于SINUMERIK840D系統(tǒng)的全數(shù)控凸輪軸磨床保護(hù)中的應(yīng)用
本文介紹了在采用SINUMERIK 840D系統(tǒng)的全數(shù)控凸輪軸磨床中應(yīng)用PLC S7-300通過(guò)NC變量選擇器讀取NCK中數(shù)據(jù) 并對(duì)數(shù)據(jù)進(jìn)行判斷處理以實(shí)現(xiàn)手動(dòng) JOG 狀態(tài)下操作的保護(hù)[詳情]
-

切齒仿真在數(shù)控銑齒機(jī)數(shù)控軟件設(shè)計(jì)中的應(yīng)用
螺旋錐齒輪加工過(guò)程的數(shù)控軟件設(shè)計(jì)是數(shù)控銑齒機(jī)設(shè)計(jì)成膠的關(guān)健。丈章研究了緣旋錐齒輪在萬(wàn)能杭齒機(jī)和數(shù)拉銑齒機(jī)上加工時(shí)的切齒仿真原理并計(jì)算出它們每一步的切劉童,提出了一種通過(guò)比較兩種枕齒機(jī)上的切削量來(lái)判斷件是否正確的方法。 [詳情]
-

基于ARM9和MCX314AL為核心的嵌入式硬件平臺(tái),對(duì)嵌入式數(shù)控秉統(tǒng)軟件人機(jī)界面軟件的主要結(jié)構(gòu)進(jìn)行了介紹。并重點(diǎn)分析了 [詳情]
-

復(fù)雜箱體類零件內(nèi)臺(tái)階平面數(shù)控加工工藝分析
本文介紹了某型號(hào)發(fā)動(dòng)機(jī)電控中間體內(nèi)部?jī)?nèi)臺(tái)階端面在車(chē)床上加工的反拉工藝,分析研究某些零件無(wú)法直接下刀或使用反锪刀锪窩的一種簡(jiǎn)易加工工藝方法.解決了復(fù)雜箱體類零件內(nèi)臺(tái)階平面難加工問(wèn)題。 [詳情]
-
基于PLC 的西門(mén)子840D 系統(tǒng)數(shù)控機(jī)床故障診斷分析
本文論述了PLC 在數(shù)控機(jī)床中的功能作用,指出西門(mén)子 840D 系統(tǒng) PLC 的特點(diǎn);結(jié)合實(shí)例,闡述了利用 PLC 狀態(tài)信息和840D 數(shù)控系統(tǒng)故障的原因、檢測(cè)方法,準(zhǔn)確地判斷西門(mén)子840D 系統(tǒng)數(shù)控機(jī)床故障的方法。[詳情]
-

PLC技術(shù)在移動(dòng)機(jī)器人中的應(yīng)用研究
可編程邏輯控制器,簡(jiǎn)稱為PLC(ProgrammablelogicController),是以計(jì)算機(jī)技術(shù)為基礎(chǔ)的新型工業(yè)控制裝置。移動(dòng)機(jī)器人是包括計(jì)算機(jī)、自動(dòng)化、機(jī)電一體化、通信、材料等多學(xué)科綜合的一個(gè)平臺(tái)。最早PLC主要是應(yīng)用在工業(yè)機(jī)器人上,用于汽車(chē)焊接,噴涂等。隨著智能移動(dòng)機(jī)器人包括像家庭服務(wù)機(jī)器人、深海和太空探潮機(jī)器人等的廣泛椎廣,PLC技術(shù)也發(fā)揮了巨大的作用。原因在于PLC在移動(dòng)機(jī)器人的運(yùn)動(dòng)控制方面具有運(yùn)行簡(jiǎn)單、性價(jià)比高等諸多優(yōu)點(diǎn)。[詳情]
-
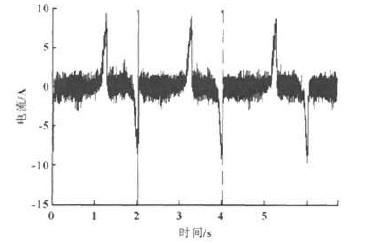
銑削過(guò)程中基于伺服電流信號(hào)的切削力監(jiān)測(cè)
刀具破損和刀具磨損的自動(dòng)檢測(cè)是數(shù)控機(jī)床自動(dòng)加工中的一個(gè)重要環(huán)節(jié)。基于伺服電機(jī)電流的切削力監(jiān)控是一個(gè)有效的無(wú)傳感器方法,該方法的關(guān)鍵是如何從伺服電流信號(hào)中準(zhǔn)確提取切削刃的力波動(dòng)表征信號(hào)。在對(duì)伺服電流信號(hào)進(jìn)行時(shí)域、頻域分析的基礎(chǔ)上,基于可變加工參數(shù)給出實(shí)時(shí)提取切削刃力波動(dòng)表征信號(hào)的方法,并通過(guò)相關(guān)實(shí)驗(yàn)驗(yàn)證了該方法的合理性。[詳情]
-
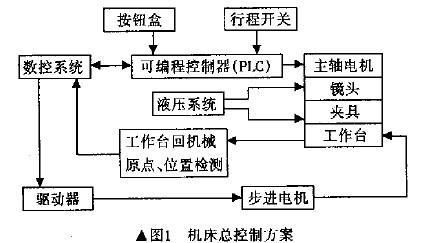
本文針對(duì)缸套精鏗床在加工中存在的調(diào)整不便、柔性不足的問(wèn)題,在缸套精鏗專機(jī)數(shù)控化改造中應(yīng)用可編程控制器(PLC)作為數(shù)控(NC)系統(tǒng)與機(jī)床液壓系統(tǒng)之間的二級(jí)控制環(huán)節(jié),設(shè)有手動(dòng)和自動(dòng)兩種工作力一式。經(jīng)使用表明,改造后的機(jī)床工作可靠、柔性高、操作力一便。[詳情]
-
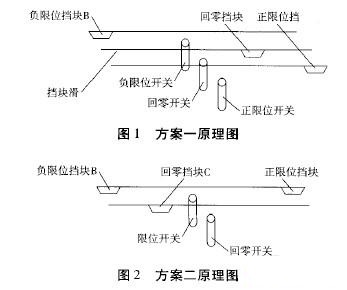
機(jī)床PLC在單開(kāi)關(guān)限位上的應(yīng)用與分析
本文針對(duì)一臺(tái)VMCl000數(shù)控加工中心的電氣系統(tǒng)更換過(guò)程中出現(xiàn)的硬限位問(wèn)題,采用PLC控制給予了解決,對(duì)機(jī)床單、雙開(kāi)關(guān)硬限位的原理、設(shè)計(jì)思路和處理方法進(jìn)行了詳細(xì)的分析和敘述,并且體現(xiàn)了PLC在機(jī)床控制中的通用性、可靠性和靈活性。[詳情]
-

基于PLC的車(chē)床電氣控制系統(tǒng)設(shè)計(jì)
本文介紹了西門(mén)子公司的PLC在普通車(chē)床0650改造中的應(yīng)用。給出了C650車(chē)床電氣控翩的軟、硬件設(shè)計(jì),本系統(tǒng)既可以用于新型車(chē)床的開(kāi)發(fā)也可以用于車(chē)床的數(shù)控改造。[詳情]
-

為實(shí)現(xiàn)對(duì)數(shù)控鉆削技術(shù)的深孔加工,介紹了一種基于PLC(可編程邏輯控制器)的數(shù)控鉆床控制器。該控制器是以PLC為控制核心,融合了數(shù)控系統(tǒng)的深孔加工技術(shù),用高性能的增強(qiáng)型單片機(jī)STCl2C5A60S2作為CPU模塊來(lái)箭作PLC,且通過(guò)RS232實(shí)現(xiàn)PLC與PC的通信,實(shí)現(xiàn)了對(duì)數(shù)控鉆床控制器數(shù)據(jù)的修改、顯示等功能#通過(guò)PLC控制步進(jìn)電機(jī)和伺服電機(jī)轉(zhuǎn)動(dòng)進(jìn)而分別實(shí)現(xiàn)對(duì)孔的定位和鉆削。[詳情]
-

電機(jī)座加工線卸料機(jī)械手PLC控制系統(tǒng)設(shè)計(jì)
本文介紹了電機(jī)座加工線卸料機(jī)械手的結(jié)構(gòu)及工作原理,概述了機(jī)械手的工作流程和液壓系統(tǒng),為實(shí)現(xiàn)機(jī)械手的功能,設(shè)計(jì)了基于松下FP1 -C24的PLC控制系統(tǒng),進(jìn)行了PLC輸入輸出端口的分配,繪制了PLC的接線圖。[詳情]
- 1SIMATIC PCS neo:面向未來(lái)的DCS557220
- 2中國(guó)機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)177153
- 3世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)176933
- 42019世界機(jī)器人大會(huì)圓滿落幕176128
- 5世界機(jī)器人大會(huì)國(guó)際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)173003
- 6格力開(kāi)始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備167391
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議158522
- 8亞馬遜的智能物流倉(cāng)儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?133233
品專題")
升級(jí)")

器人與智能制造")