-
本文從電解加工機床控制系統中的PLC選型、控制系統的軟、硬件方面對控制系統的總體方案進行了詳細的闡述,并對電解加工機床的調試步驟進行了系統的介紹,最后,針對電解加工機床調試中出現的問題,提出了相應的解決方法,經調試后電解加工機床的運行穩定。[詳情]
-
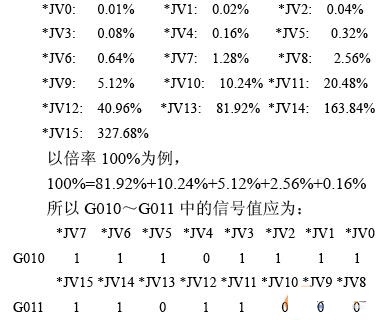
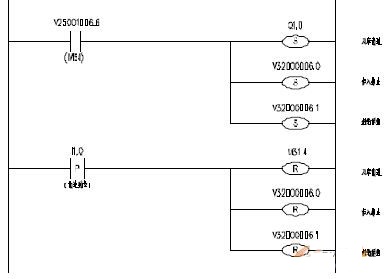
本文介紹了在FANUC-0i數控系統中速度倍率修調信號的定義與接口信號;介紹了PLC 編程指令(CODB)、二進制旋轉編碼開關和設置轉換數據表實現數控機床速度修調的方法。通過實例具體進行了講解,說明采用該方法能夠根據實際要求對機床面板進行定制和設計,使得FANUC 系統的功能得以充分的利用。[詳情]
-

本文介紹了飛揚CO數控系統使用符合IEC 1131-3標準的OpenPCS Infoteam軟件,采用StructureText(結構文本,簡稱ST語言)語言進行電主軸潤滑PLC程序和電氣接線切換PLC程序的編寫方法。[詳情]
-
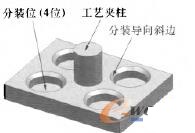
本文介紹了針對模具標準件分裝工作而設計的分裝機械手自動線,著重介紹分裝工藝流程、自動線設計方案、外圍硬件設計和PLC控制系統程序的開發。經過企業實際應用,該自動線運行穩定可靠。實現了生產自動化,為企業創造了價值。[詳情]
-
數控機床設備的核心是控制系統,而計算機數控系統作為控制系統的基礎設備,己成為當今制造業的一個不可缺少的組成部分。目前PLC已經成為數控機床基本的不可缺少的控制裝置,數控機床的PLC主要完成數控機床的順序控制,即數控機床的輔助功能.具體的說,是以行程開關、傳感器、繼電器等的開關置信號為條件,按照事先規定的邏緝順序,實現對主軸的起停換向,刀具的更換,工件的夾緊與松開,液壓、冷卻等系統運行的控制。[詳情]
-

利用接近開關對車刀與工件的位置進行判別,同時利用PLC對車刀速度和方向進行檢測,當檢測認為車床切削系統處于撞刀警戒狀態時,由PLC輸出控制信號切斷脈沖輸入,并實現電機鎖相制動。本文給出了接近開關電路原理圖及PLC的控制程序,并對接近開關的警戒距離進行了分析。[詳情]
-
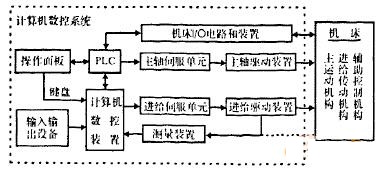
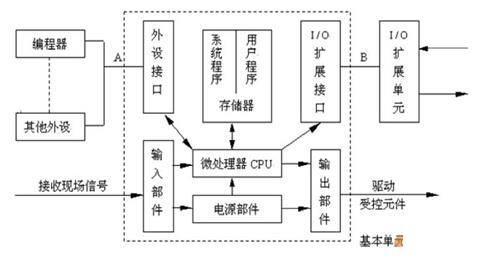
可編程拉制器具有杭干擾能力強、可靠性極高、體積小的特點,是實現機電一體化的理想控制裝里等顯著優點,廣泛應用于數控機床、工業生產線等工業控制中,本文主要介紹了可編程控制器的工作原理、功能、數控機床與外設之間的信息交換及數控機床的工作過程。[詳情]
-

本文介紹了基于PC平臺的軟件PLC和插卡式PLC的特點和應用場合。對軟件PLC插入式PLC與傳統PLC作了比較,提出了基于PC平臺的PLC控制是未來PLC控制的發展方向。 [詳情]
-

PLC在工業控制中起著越來越重要的作用,但是傳統的單個PLC控制系統已經不能滿足工控系統大型化,網絡的發展趨勢,文章以西門子S7系列PLC為例,闡述運用PPI協議實現PLC之間的通訊,以及PLC與變頻器的通訊,并引入組態實時監控技術。 [詳情]
-

文章對PLC技術進行了簡單的闡述,對PLC的通信功能及特點進行了分析,具體說明了PLC在機械工程及自動化發展中的重要性以及PLC技術在機械工程自動化領域的應用現況,為PLC技術在機械工程自動化的廣泛應用打下了基礎,也為機械工程與自動化的發展提供了支撐。 [詳情]
-

在自動生產線上,各工序之間的物品常用有軌小車來轉運。小車通常采用電動機驅動,電動機正轉小車前進,電動機反轉小車后退。 [詳情]
-
PLC控制系統的可靠性直接影響到企業的安全生產和經濟運行,筆者結合多年的實踐經驗,分析了控制系統可靠性降低的主要原因,提出了一些切實可行的解決方案,對廣大工控一線的工程師們有一定的指導意義。 [詳情]
-

西門子S7300 CPU通過兩條profibus-DP網絡連接若干ET200S和ET200eco從站構成的集中分散式控制系統已經在該發動機裝配線成功投運,能夠保證生產線連續穩定地生產,尤其在機械動作靈敏度上有較大進步,完全滿足了用戶的要求。 [詳情]
-

文中首先分析了上料檢測單元的結構與功能、氣動控制回路,然后設計出該單元的控制任務,分配了PLC輸入輸出地址,進而編寫流程圖和梯形圖程序,最后上機調試,驗證了基于PLC的MPS上料檢測單元控制系統設計的可行性。 [詳情]
-

本文介紹了以PLC(可編程控制器)為控制核心的運料小車運行機理和系統設計過程。該系統主要包括硬件設計和軟件編程,可以實現啟動、工位呼叫、小車前進、后退等操作。通過實際生產運行表明運料小車控制系統可靠、實用。 [詳情]



