-
為了延長PLC控制系統的壽命,在系統設計和生產使用中要對該系統的設備消耗、元器件設備故障發生點有較明白的估計,也就是說,要知道整個系統哪些部件最容易出故障,以便采取措施。 [詳情]
-
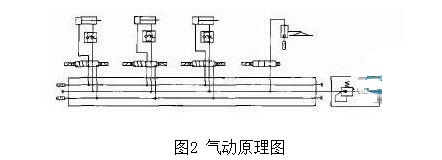
本文介紹了采用氣動元件的物料搬運系統的結構、氣動系統及其PLC控制系統。物料的搬運方式具有可抓可吸的多用途功能;氣動系統電磁換向閥采用匯流板集裝方式,減少了占用空間;PLC控制具有單步、自動等多種工作方式。 [詳情]
-
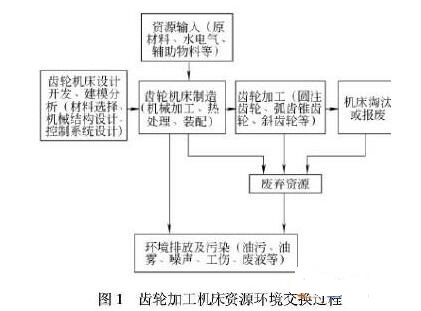
在對傳統齒輪加工機床技術特征及其資游環境影響狀況進行分析的基礎上,總結提出齒輪加工機床的綠色設計和制造技術框架。對于式切削技術、少無切屑加工技術、數控化技術、模塊化及結構優化設計技術、再制造重用等技術及策略進行詳細論述分析,指出齒輪高速下式切削技術及成套裝備的開發是未來綠色齒輪加工機床發展的重點領域及土要趨勢。 [詳情]
-

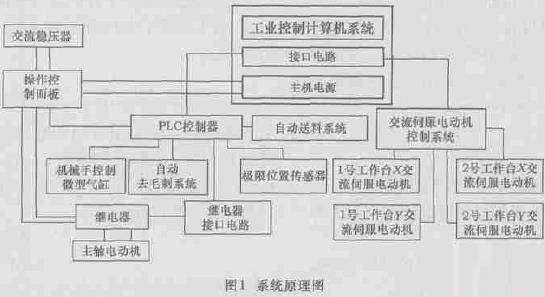
1)急停保護;該機床設有三個急停按鈕,分別為SBO(電柜面板上)、SB1(床身上)、SB2(操作站上)。便于緊急情況下使用。[詳情]
-

落地鏜床屬于一種具有較高精密度的加工機床,其加工范圍非常廣泛,運動部件非常多,機械運動控制系統非常復雜。[詳情]
-
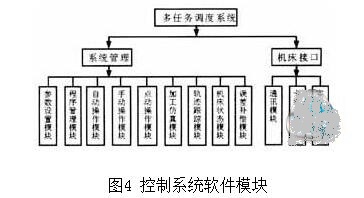
為了在汽車鎖生產中實現大規模鑰匙加工,設計并實現了一種基于工業PC和PLC技術的全自動專用數控系統。該系統是一個分布式的全自動專用數控系統,采用工業PC為主控系統,利用PLC 控制機械手系統、檢測開關信號、通過DIO 接口與主控PC進行通訊。該系統性能穩定可靠,已在汽車鎖專業生產企業得到應用。[詳情]
-
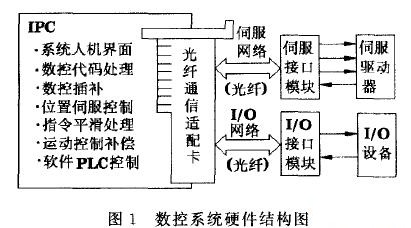
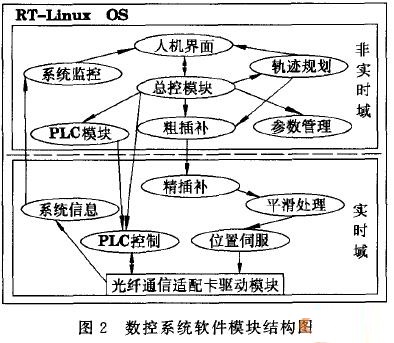
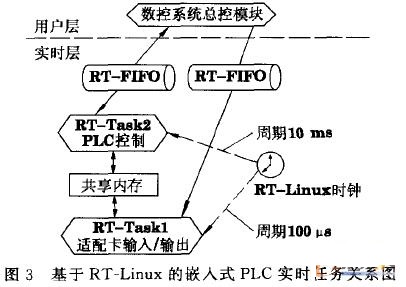
本文以IPC為硬件平臺,利用RT-Linux的實時多任務調度機制,構造了基于RT-Linux的數控系統嵌入式PLC結構,介紹了系統的軟硬件體系以及其實現方法。[詳情]
-
計算機數控系統的初始化程序一般采用專業編程語言設計。 難被普通的機床操作者所掌握。 本文采用PLC編程實現CNC系統的初始化設置。包括:控制軸數的配置、電動機編碼器的初始化賦值、和用戶程序的靈活配置等內容。通過變量定義和模塊化程序設計。編制具有代表性的PLC 初始化程序。在西門子802D數控系統上進行調試。證明設計滿足了初始化設置要求。具有靈活、簡便、易于使用和功能擴展等特點。[詳情]
-
本文介紹了鋼煉鋼廠1#, 2#, 3#轉爐傾動和氧槍升降控制系統的技術改造,從實踐上論述了通訊網PLC數控系統在轉爐上的應用。[詳情]
-
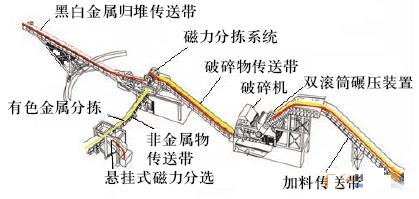
本文設計了基于PLC的廢金屬破碎生產線監控系統,系統采用Profibus與Profinet總線技術,建立了可靠的系統通信網絡,采用觸摸屏的現場操作系統改善了傳統操作系統人機交互性差的問題,同時針對廢金屬破碎主機運行負荷平衡問題提出了解決方案,實現了廢金屬破碎主機負荷平衡自動調節。[詳情]
-
本文介紹了數控機床故障診斷的內容和常用的診斷方法;指出利用PLC程序可以對數控機床初始故障進行診斷,并對其診斷的原理及方法進行了說明,當數控機床幾個故障同時顯示時,利用這種方法可迅速找出故障點,提高診斷效率。[詳情]
-
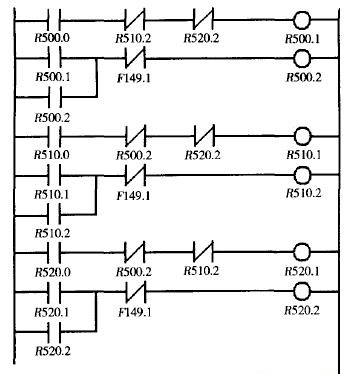
在分析數控車床自動回轉刀架工作過程的基礎上,介紹了自動換刀控制的PLC程序設計。實踐證明,設計的程序在實際應用中靈活性強可靠性高。[詳情]
-

一般的PLC能很好地實現順序控制功能,而PLC的運動控制單元(MC單元)能很好地完成軌跡控制。此外有些MC單元支持G指令編程,可與PLC靈活地交換數據。基于以上幾點,介紹一種基于PLC的數控沖床控制系統的設計。此類控制系統的推廣應用,可降低CNC控制系統的成本。[詳情]
-
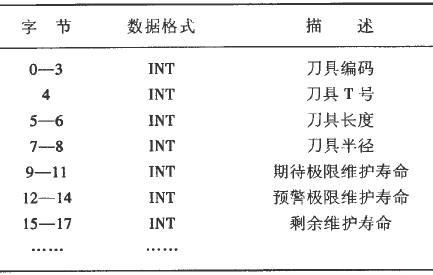
隨著制造業無人化的發展,刀具管理自動化的需求變得尤為突出。目前,刀具的選擇與安裝大部分仍然依靠手工來完成,而且對于機床來說,還希望得到刀具的其他信息,如刀具壽命、刀具尺寸等。[詳情]
-

裝備工業的技術水平和現代化程度決定著整個國民經濟的水平和現代化程度。數控技術及裝備是發展新興高新技術產業和尖端工業的使能技術和最基本的裝備。[詳情]



