-

航空工業用材料的特點是要求質量輕,在高溫和低溫條件下,比強度高、綜合性能好、化學穩定性好。[詳情]
-

計算機輔助工藝規劃(CAPP)是連接計算機輔助設計(CAD)和計算機輔助制造(CAM)之間的橋梁。一個好的工藝方案除了方案可行之外,還要求優化配置其所涉及的各種制造資源(包括機床、刀具、夾具和量具等)。[詳情]
-
PLC是數控機床的控制中心,機床很多執行機構的動作都是通過PLC控制指令實現的。介紹了實現數控機床安全控制功能的設計思路和設計要點,即通過修改數控機床的PMC程序設置機床自動運行的限制條件.為數控機床增加了防錯功能,有效消除了因操作人員的失誤導致機床與夾具、工件發生碰撞的隱患,大大提高了機床使用的安全性。[詳情]
-

在工作臺間工件搬移機械手結構分析的基礎上。重點介紹了基于西門子S7—200PLC機械手控制系統的組成,詳細敘述了對機械手軟硬件控制的實現方法。[詳情]
-
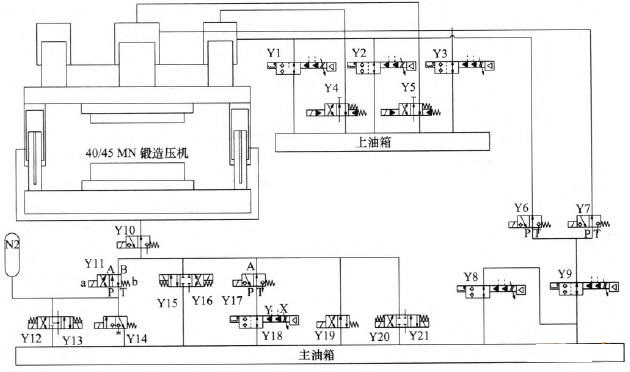
快速鍛造壓機由于滑塊運動速度高,閥組切換快速且頻繁,具有速度快、鍛件精度高及自動化程度高等特點。該文介紹了45 MN快速鍛造壓機的液壓系統的設計,系統主要采用高頻響比例插裝閥構成,并進行了較全面的快鍛PLC控制方案設計,通過STEP7軟件配置硬件組態和編程。該系統已應用于實際生產,完全滿足工藝要求,表明PLC快鍛控制方案可以達到液壓系統的要求。[詳情]
-
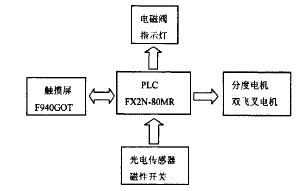
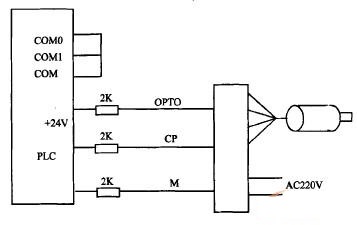
本文蹤國際繞線機技術發展趨勢,利用交流伺服電機作為繞線及分度的動力,再配合PLC和彩色液晶顯示屏,實現繞線工藝柔性化、用戶操作簡單、修改工藝參數更方便、生產效率更高。[詳情]
-

本文對一種工業應用及可用于教學實踐的五自由度氣動機械手的組成、特點、動作順序及其氣動回路、控制回路進行了研究,為同類設計提供參考。[詳情]
-
本文針對現有針布機控制系統,提出一種利用可編程控制器PLC控制執行元件的方案。該方案選用OMRON公司生產的CPM2A型PLC作為控制系統的核心,采用氣缸和步進電機作為執行元件,摒棄了傳統的凸輪結構。在本文中給出了控制系統硬件組成,程序流程圖和輸入,輸出接線圖。可編程控制器PLC替代了繼電器邏輯控制系統,提高了自動針布機控制系統的可靠性和穩定性。[詳情]
-
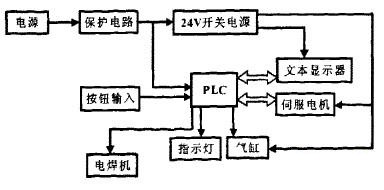
本文介紹基于PLC控裁的伺服電機系統褒密封墊圈繞制串的應用,闡述了密封墊圈繞制系統中PLC控翩的設計,討論了系統硬件和軟件設計,包括電氣線路設計、軟件編程設計、文本通訊、PLC控制伺服電機定位和電焊機工作的設計。[詳情]
-
本文介紹了采用小型PLC、觸摸屏、步進系統組成剪床的數控系統,并提供了在應用中所遇到的硬件接口數據及軟件流程等。[詳情]
-
西門子PLC S7-300在基于SINUMERIK840D系統的全數控凸輪軸磨床保護中的應用
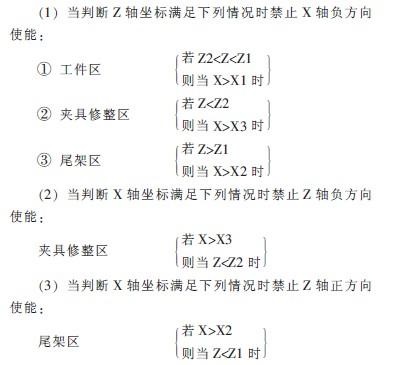
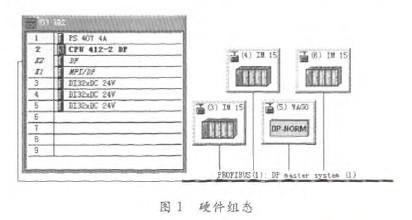
本文介紹了在采用SINUMERIK 840D系統的全數控凸輪軸磨床中應用PLC S7-300通過NC變量選擇器讀取NCK中數據 并對數據進行判斷處理以實現手動 JOG 狀態下操作的保護[詳情]
-

螺旋錐齒輪加工過程的數控軟件設計是數控銑齒機設計成膠的關健。丈章研究了緣旋錐齒輪在萬能杭齒機和數拉銑齒機上加工時的切齒仿真原理并計算出它們每一步的切劉童,提出了一種通過比較兩種枕齒機上的切削量來判斷件是否正確的方法。 [詳情]
-

基于ARM9和MCX314AL為核心的嵌入式硬件平臺,對嵌入式數控秉統軟件人機界面軟件的主要結構進行了介紹。并重點分析了 [詳情]
-

本文介紹了某型號發動機電控中間體內部內臺階端面在車床上加工的反拉工藝,分析研究某些零件無法直接下刀或使用反锪刀锪窩的一種簡易加工工藝方法.解決了復雜箱體類零件內臺階平面難加工問題。 [詳情]
-
基于實現生產過程的智能化管理與控制以廈提高鋁擠壓制品的質量和產量的目的.結合27.5MN的鋁擠壓機的生產工藝,采用了SIEMENS S7—400系列PLC的控制系統。著重闡述該類型PLC在自控系統中的硬件構成,控制對象、程序設計以廈工藝流程。對編碼器控制、泵起停控制的語句表程序作了詳細介紹。誼控制系統實現了設備的連鎖啟停、回路調節,報警等一系列功能。對于'-3前越來越龐大和復雜的自動化控制系統是一種非常好的解決方案。[詳情]



