-

本文分析了開放式數控制碼系統的硬件結構,針對開放式數控制碼系統的硬件特點及實際需求,提出了采用PCI7505光電隔離卡進行改造的設計方案,為開放式數控制碼系統量身訂做了控制制碼機正常、穩定運作的運動控制卡,實現了一個經濟型的開放式數控制碼系統。實驗證明,采用經PCI7505改造設計的運動控制卡運作穩定、效果良好,具有較高的實用價值。 [詳情]
-
本文分析了FANUC PMC的特點,并初步指出了PMC的編程方法和編程過程的注意事項,進而提出編程中應該注意的重點和要點。 [詳情]
-
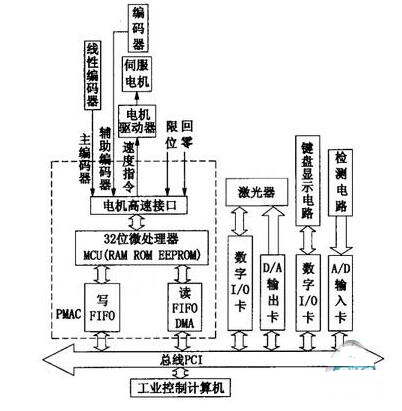
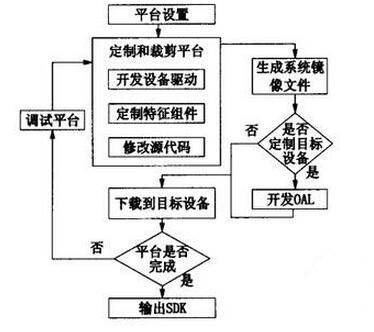
本文介紹了嵌入式操作系統Windows CE.NET4.2的特性和新增功能,構建基于CE的嵌入式開發平臺的步驟及方法.針對發展新型激光切割機的需求,分析了激光切割控制的特殊性,構建了基于工業PC機,以PMAC多軸運動控制卡為核心的激光加工開放式數控系統體系結構,給出了關鍵環節的實現技術.并在此基礎上開發了基于Windows CE的數控系統的軟件部分,利用面向對象的編程方法實現了良好的人機操作界面和方便高效的多任務工作環境,并開發了將國際標準NC代碼轉換為PMAC指令的模塊。 [詳情]
-
為提高玻璃鋼管道纏繞機控制精度和穩定性,設計了以工業PC機和嵌入式運動控制器為核心的開放式纏繞機數控系統,并對其硬件組成、工作原理、纏繞控制軟件和程序任務功能進行了介紹.系統采用雙CPU結構,利用點子齒輪實現主軸和小車的同步運動控制。實踐應用表明該系統能滿足不同型號玻璃鋼管道的加工要求。 [詳情]
-
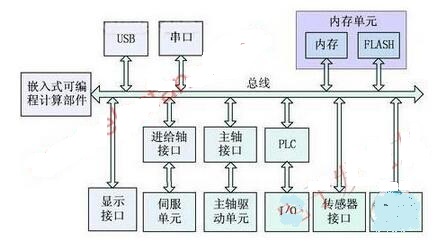
隨著數控技術的不斷發展,傳統數控系統由于其采用專用的、封閉式的體系結構,已不能適應當今制造業市場變化與競爭,也不能滿足現代制造業向信息化、敏捷制造模式發展的需要。這就迫切需要開發具有開放性、性能穩定、價格低廉的新型數控系統。 [詳情]
-
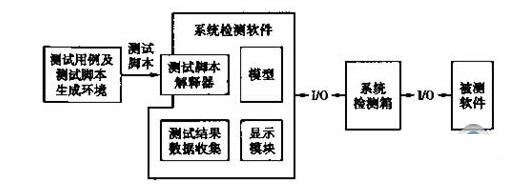
本文介紹了如何有效和快速地對設備中軟件故障進行診斷。從嵌入式軟件的特點入手,利用系統軟件測試平臺來進行軟件測試與故障診斷,并以實例加以進一步說明,最后得出這種方法具有一般性的結論。 [詳情]
-
現今,數控設備的廣泛運用是工業企業提高設備技術水平有效手段,也是發展的必由之路。而數控設備的數控系統是其核心所在,它的可靠運行,直接關系到整個設備運行正常與否。也就是說,當數控系統故障發生后,如何迅速診斷的故障出處并解決問題使其恢復正常,是提高數控設備使用率的迫切需要。 [詳情]
-
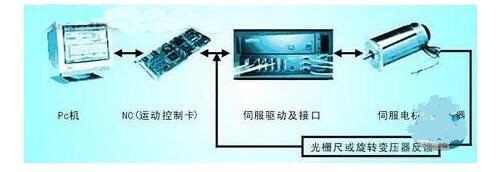
數控機床一般由NC控制系統、伺服驅動系統和反饋檢測系統3 部分組成。數控機床對位置系統要求的伺服性能包括:定位速度和輪廓切削進給速度;定位精度和輪廓切削精度;精加工的表面粗糙度;在外界干擾下的穩定性。這些要求主要取決于伺服系統的靜態、動態特性。 [詳情]
-
交換式以太網推動了以太網在網絡控制系統中的應用和發展,成為網絡控制系統新的發展方向,對于數控系統這種特殊的控制系統來說也不例外。本文提出了一種面向多對象和多用戶的網絡數控服務系統體系結構,論述了系統各組成部分,重點討論了網絡數控服務系統中各通信任務的協調設計,并通過實驗證明了設計方案的有效性和穩定性。 [詳情]
-
本文論述了串行總線的優點 ,介紹了國內外數控系統總線接口的發展概況 ,提出了串行總線計算機數控系統 (SCNC)的概念及其發展對策。 [詳情]
-
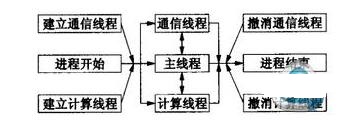
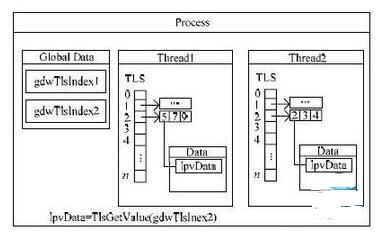
在多實例多線程情況下,ActiveX 組件的不同實例共享同一全局數據緩沖區,在改造集成面向過程開發的傳統代碼時必須修改代碼以消除全部全局變量.針對該情況,使用線程局部存儲技術實現全局變量的局部化,采用具有大量全局變量的實體仿真代碼實現ActiveX封裝。[詳情]
-
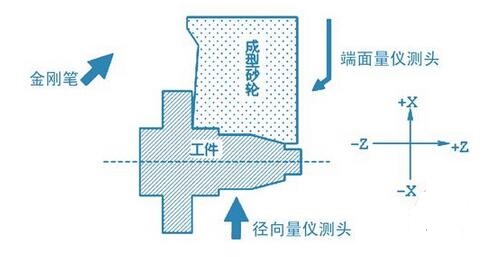
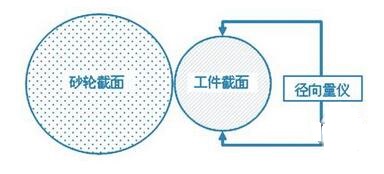
本文以華中世紀星數控系統為二次開發平臺,開發了外圓磨床數控系統。本系統根據加工工件輪廓形狀,用一系列直線和圓弧描述成型砂輪的外形輪廓,實現砂輪定型和砂輪修整;采用徑向量儀主動測量技術,實現外圓磨加工的主動在線測量;利用端面量儀,實現工件坐標原點的自動精確定位;通過對磨削加工工件計數,實現砂輪自動修整,并對砂輪原點和工件坐標原點進行自動補償。 [詳情]
-
目前在數控切割機廠家里面,很多產品部件,都需要進行仔細的維護和挑選,特別是新型的數控切割機產品,更是需要對數控切割機的產品及性能有所了解,否則一旦發生了問題,就很難處理驅動單元包括驅動裝置和電機兩部分,對驅動單元的選購主要在于驅動裝置的選擇,因為電機是通用的部件,性能差別只存在于不同的廠家和型號。 [詳情]
-
數控系統的配置和功能選擇系統是數控機床的重要組成部分,配置什麼樣的數控系統及選擇哪些數控功能,都是機床生產廠家和最終用戶所關注的問題。 [詳情]