-
本文以常見的FANUC Oi 數控系統為例,介紹了用存儲卡和外部計算機進行數據的備份和恢復的詳細操作方法及完成這些操作的主要技巧。 [詳情]
-
基于FANUCβ伺服電動機系列的I/O LINK軸的數控機床第四軸分度頭電氣設計
本文介紹基于FANUC 0i-mate β 系列的I / O LINK 軸在數控機床第四軸電氣設計中的應用,并分析介紹分度頭的工作原理,其數控功能的實現和一些相關設置連接。通過實際投產證明,基于FANUC I / O LINK 軸的第四軸設計應用能夠滿足加工及其設計要求,并且該設計與傳統方案相比應用成本較低,性能穩定,特別適合企業設備數控化更新改造。 [詳情]
-

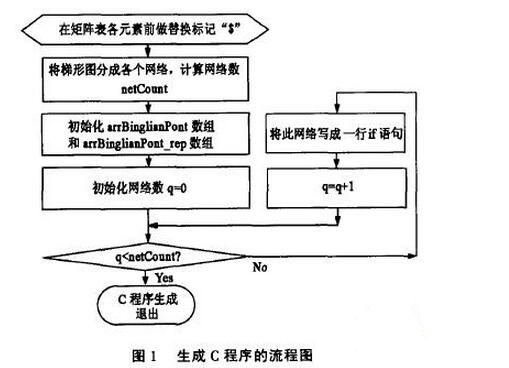
對數控系統在高度集成化過程中產生的柔性和穩定性問題,構建了一個基于兩層網絡的可監控數控系統,將Profibus-DP總線和SERCOS總線應用于數控系統的控制器設計中,解決了數控系統因信息交互密集而產生的實時性、可靠性差的問題,控制器基于PC架構,通過引入RTX系統改善了桌面操作系統實時性差的不足;采用組件技術實現軟件設計,系統任務模塊為可獨立運行的實現某種控制功能的程序塊。[詳情]
-
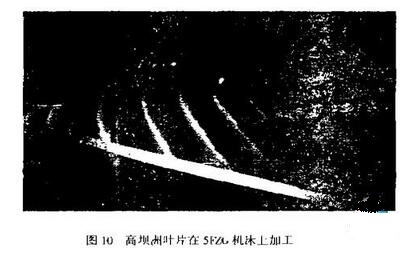
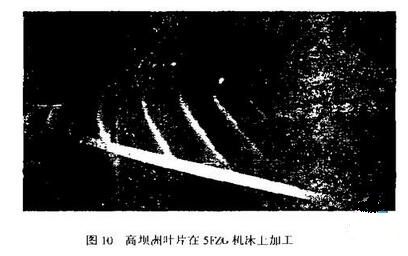
提要本文介紹某公司首次采用五軸聯動數控技術加工大型軸流式水輪機轉輪葉片的數控加工工藝,用SDRC/CAMAX的CAMAND軟件進行三維造型及計算機仿真加工編程,工裝及刀具,以及加工過程等。 [詳情]
-
整體葉盤是高推比航空發動機采用的新結構。分析了國際同類整體葉盤制造技術,提出了一種整體葉盤復合制造工藝方案及五坐標數控加工的關鍵技術,包括葉盤通道分析與加工區域劃分、最佳刀軸方向的確定與光順處理、通道的高效粗加工技術、型面的精確加工技術、加工變形處理和葉片與刀具減振技術等。給出了該研究成果在預研型號中的應用實例,證明了所提方法的先進性和有效性。 [詳情]
-

文中分析了凸輪槽螺柱零件的結構特征、工藝特點,融合四軸加工策略,編排了整合數控車削、數控銑削的加工工藝,并完成了零件的數控編程和加工,獲礙了滿足要求的加工效果。 [詳情]
-

本文針對精密內圓磨削加工控制要求,提出了一種嵌入式精密內圓磨削數控系統PLC集成控制方案。以工業級觸摸屏作為系統人機交互裝置,共用嵌入式數控系統的ARM處理器,通過開發相應的接口電路和控制軟件,將PLC控制功能集成于嵌入式數控系統中,提高了系統控制穩定性,增強了人機交互性能。 [詳情]
-
伺服驅動系統是數控系統和機床的電氣聯接,它根據效控系統發出的控制信號對機床移動部件的位置和速度進行控制。從結構上主要由伺服電動機、撇動控制系統和位皿檢側裝皿構成。伺服電機有步進電動機、直流何服電動機和交流伺服電動機。 [詳情]
-
本文介紹了中凸變橢圓活塞型面的數控加工系統及常用的幾種實現方式,并對幾種方式進行了比較,闡明了該項技術的發展方向。還述及了該項技術的控制軟件的設計、數控系統硬件的設計以及機械機構設計的各個方面。 [詳情]
-
多功能數控布帶纏繞機是集機械、電子、氣動、控制、軟件和數控等技術一體化的多學科交叉綜合應用的復雜設備。從提高參數控制精度及匹配精度的角度出發,詳細地介紹了一種新型布帶纏繞機的結構、組成及實現方式,并對機床本體、張力控制系統、溫度控制系統、壓力控制系統及數控系統的設計與開發中的關鍵技術做了較為深入的探討。將該技術應用于多功能布帶纏繞設備中,采用專用數控系統、先進機械裝置及控制算法,既實現了纏繞成型過程的自動化,又保證了纏繞制品的質量,解決了復合材料零部件成型過程的關鍵制造技術難題。 [詳情]
-
本文介紹了軟PLC技術的有關概念和組成結構,并把它和傳統的硬PLC在控制方案上作了簡要的比較。結合本課題數控機床控制系統的實際例子,在介紹了軟PLC開發工具MatPLC的工作原理之后,詳細描述了在Limrx下基于M廿LC的軟PLC的實現過程廈實現過程中的注意事項。結果表明:所設計的軟PLC通過PCI接口卡實現了對外圍IO端口的讀寫探作,在嵌入式數控系統中應用穩定,節約了成本。 [詳情]
-
隨著我國經濟水平的增長,市政工程也越來越多,在這些市政工程建設過程中有一個重要的環節便是管道鋪設。[詳情]
-
三菱伺服內置絕對位置傳輸協議。本文介紹了基于該傳輸協議,使用PLC普通指令來讀取三菱伺服絕對位置數據的方法。這對非三菱PLC系統與三菱伺服配合,構建絕對位置系統具有借鑒參考意義。 [詳情]
-
隨著計算機和微電子技術的飛速發展嵌入式系統作為計算機應用的一個重要領域己深入到社會的方方面面。本文在ARA49硬件平臺的基礎上,加強操作系統的實時性,設計滿足數控磨床加工需求的軟件系統。 [詳情]
-

泵輪是抽水蓄能機組的核心部件,結構復雜,流道狹長,加工難度大,要求精度高。利用數控加工技術,采用分塊加工,各塊體葉片采用整體數控加工的新工藝,葉片數控加工采用模擬仿真技術,優化刀路,保證數控加工的準確性、安全性和效率。分塊拼裝完成整體泵輪,可以保證裝配的精度,提高效率。 [詳情]



