-

隨著加工中心在機械制造行業的大規模應用,人們逐漸認識到一個智能、高效、便捷的刀具管理功能可以顯著地節約生產成本,提高生產效率。[詳情]
-
葉片是汽輪機、燃汽機、水輪機、透平膨脹機、風機、渦輪機等機械中承載最大的零件之一,其品種類型多樣、結構形狀復雜、質量要求嚴格。[詳情]
-

在鋼管生產過程中,需要對不同長度范圍的鋼管進行分選,通過運用由光電傳感器、編碼器、運輸輥道、翻板機、過鋼臺架、接近開關組成的鋼管自動分選生產線,可較好的解決這一問題。在該系統中,采用西門子PLC控制運輸輥道和翻板機將一定長度范圍內的鋼管放置在相應的料筐內,實現了鋼管的自動分選,并使分選準確率達到100%。[詳情]
-

本文主要闡述了永宏PLC在兩軸數控批花機上的應用,該設備適用于手機外殼、銘牌、銅鋁制品精密批花加工;通過現場反復調試,該設備的加工精度可以達到±1um。[詳情]
-

軟PLC是一種基于PC機的新的自動控制技術,與傳統的PLC控制方式相比,它不僅能夠實現硬PLC的所有功能,而且它遵循IEC61131-3編程標準,為用戶提供了更多的開放性,本文通過介紹使用德國3S公司的軟PLC產品CoDeSys在注塑機控制系統設計中的應用,為傳統控制系統的改造提供一種全新的控制方案。[詳情]
-
本文設計了基于交流伺服驅動和Modbus通信協議的數控排鉆PLC控制系統。采用一體化PC機作上位機,利用VB編程的人機界面實現基于Modbus協議的PLC通信,完成交流伺服電機的精確定位控制:采用防碰撞算法解決了多臺伺服電機定位過程中可能發生碰撞的問題。經現場調試,該系統達到了滿意的定位控制效果。 [詳情]
-

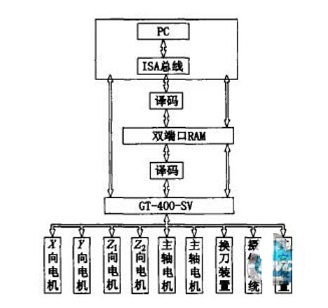
本文介紹了開放式數控系統的特征以及比較了當前開發開放式數控系統的幾種模式;結合對印刷線路板(PCB)加工的要求,采用NC嵌入IPC模式建立了基于GT-SV-400運動控制卡和IPC機的硬件開放結構,以Windows 2000操作系統為軟件平臺,構建了數控系統軟件的體系結構,并且采用Visual C++6.0面向對象編程語言,以模塊化設計方法設計了印刷線路板數控鉆銑床控制軟件,給出了部分模塊的參數定義。 [詳情]
-

本文提出了一種用FPGA實現數控系統內置式PLC的方法。通過在FPGA內部實現PLC邏輯。并提供能夠編譯PLC指令的編譯器。實現了數控系統對通用PLC編程語言的支持。所述方法在基于ARM+FPGA的數控系統上得到了實現。 [詳情]
-

采用FAGOR CNC8070數控系統對2MZK7150全自動可轉位刀片周邊磨床進行擺動磨削控制,從擺動磨削的工藝流程、CNC側的參數設置、PLC編程、NC編程4個方面闡述了擺動磨削的方法。實踐證明。該系統簡便、可靠地實現了砂輪擺動磨削功能。而且改善了磨削刀片周邊的表面粗糙度和直線度。與傳統實現擺動功能的方法相比較,該方法大大提高了刀片磨床的柔性、簡化了機床的機械結構。具有系統編程簡單、精度高、參數調整簡單方便、運行穩定可靠等特點。有很好的實用價值。 [詳情]
-

在對開放式數控系統的功能要求的分析基礎上,對系統的硬件和軟件進行了合理的功能配置。并由此進行了基于ARM勺開放式數控系統的總體設計;詳細介紹了系統的原理與構成;根據系統微型化、高性能、低成本、便攜性的要求,在系統硬件設計時,選用了低功耗、高性能、成本低的微處理器,選用開放源代碼的uCiinux作為實時操作系統,構成了簡單易學易操作的開放式數控系統。 [詳情]
-

本文介紹了數控系統,通過分析半自動提速鐵路軸承內、外滾道超精機的控制系統,得出了數控程序NC和邏輯控制程序PLC之間聯絡的一種簡單、實用方法。 [詳情]
-
文章以T35龍門五軸聯動加工中心為例,詳細介紹了在NX7.5中對大型龍門結構的數控五軸加工中心機床的切削仿真加工系統進行開發的方法與過程,開發了T35在NXNX7.5中的碰撞仿真加工系統。 [詳情]
-
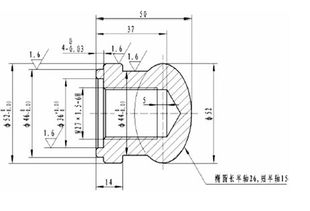
一種凸輪軸的零件,主要構成要素包括橢圓面、雙曲面、阿基米德螺旋面、圓錐面、圓環面以及半球面等,利用自動編程軟件編程,造型復雜、費時。生成的程序長,優化困難,不易檢查、修改。在分析零件圖紙和相關計算的基礎上,利用華中世紀星HNC-21M數控系統提供的宏程序功能,快速、便捷地完成了加工編程,生成的程序短,易檢查、修改,圓滿完成了整個零件的加工。在自動編程軟件盛行的今天,對于滿足函數關系的零件曲面的編程,宏程序仍有其獨特的優越性。 [詳情]
-

主軸伺服驅動技術作為數控機床的關鍵技術之一,在國內外受到普遍關注。本文在傳統直接轉矩控制的基礎上,結合模糊控制技術與空間矢量調制技術,重點研究了基于模糊空間矢量調制(SVM)的異步電動機直接轉矩控制系統。然后在MatIab/simuIink環境下建立了傳統的基于圓形磁鏈的直接轉矩系統仿真模型和基于改進的模糊SVM直接轉矩控制系統仿真模型,對模型進行了分析,取得了較好的效果。 [詳情]
-

數控系統中采用雙端RAM實現了DSP與主控制器之間的高速重復不需握手的數據通信。根據雙端RAM的通信功能、數據格式及內存地址分布設計出模塊化數控軟件,主要包括:手動編程模塊、程序下載模塊、參數設置模塊、手動調整模塊、自動加工模塊等。 [詳情]



