-
目前,在我國冶金行業(yè)中,大多數(shù)三相電弧冶煉電爐是靠人工凋整電弧電流進(jìn)行控制的。由于電弧爐的非線性、大滯后、強耦合、時變及隨機干擾較強等難點[詳情]
-

基于PLC的T7040 金剛鏜床電氣系統(tǒng)設(shè)計
采用可編程控制器(PLC)對T7040 金剛鏜床的電氣系統(tǒng)進(jìn)行技術(shù)改造,設(shè)計了機床主電路圖、PLC 的I/O 接線圖,并根據(jù)產(chǎn)品加工工藝,繪制了梯形圖程序。改造后的T7040 金剛鏜床在實際生產(chǎn)中運行平穩(wěn),生產(chǎn)效率大大提高。[詳情]
-

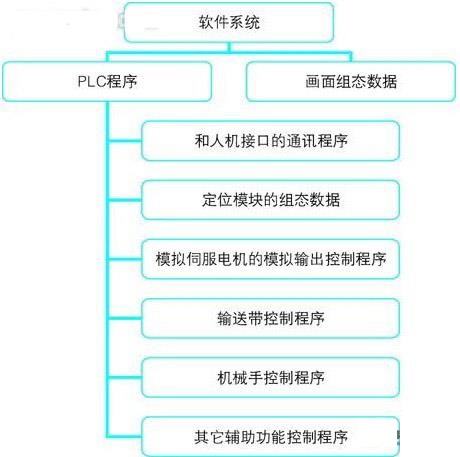
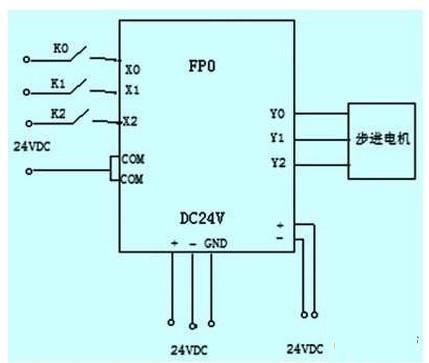
PLC應(yīng)用于機床數(shù)控系統(tǒng)點位控制
本文提出的應(yīng)用PLC控制步進(jìn)電機實現(xiàn)數(shù)控系統(tǒng)點位控制功能的方法能滿足控制要求,在實際運行中是切實可行的。所研制的控制系統(tǒng)具有程序設(shè)計思路清晰、硬件電路簡單實用、可靠性高、抗干擾能力強,具有良好的性能價格比等顯著優(yōu)點,其軟硬件的設(shè)計思路可應(yīng)用于工礦企業(yè)的相關(guān)機床改造。[詳情]
-
PLC在高精度定尺剪切控制系統(tǒng)中的應(yīng)用
本文介紹了一種高精度定尺剪切控制系統(tǒng),該系統(tǒng)僅需一臺PLC控制,它結(jié)構(gòu)簡單、造價低廉、運行可靠、生產(chǎn)率高,特別適用于以金屬薄板為原材料、剪切長度更換頻繁和精度要求高、剪切批量大的企業(yè)。[詳情]
-

PLC應(yīng)用于電鍍生產(chǎn)線行車控制系統(tǒng)
本文以 PLC 為控制核心,通過與變頻器、傳感器、數(shù)碼顯示和驅(qū)動裝置構(gòu)成靈活、安全、可靠、先進(jìn)的電鍍生產(chǎn)線行車控制系統(tǒng),大大地提高了電鍍生產(chǎn)線的自動化程度和生產(chǎn)效率。[詳情]
-
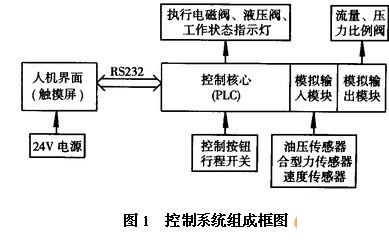
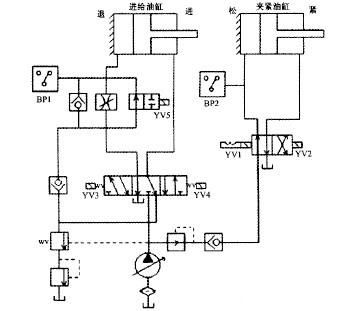
基于PLC和觸摸屏技術(shù)的壓鑄機控制系統(tǒng)
本文介紹了觸摸屏結(jié)合PLC在壓鑄機控制系統(tǒng)中的應(yīng)用,并對該控制系統(tǒng)中的觸摸屏頁面設(shè)計和PLC的原理及作用進(jìn)行了分析。[詳情]
-

隨著計算機技術(shù)的不斷發(fā)展,PLC控制技術(shù)也越來越成熟。在傳統(tǒng)的淬火機床中,采用的是繼電器控制的方式,由于這種技術(shù)本身存在很多的缺點,導(dǎo)致機床的可靠性以及安全性有所降低,淬火機床經(jīng)常出現(xiàn)故障。本文根據(jù)PLC控制技術(shù)的特點,具體闡述了在液壓淬火機床上的應(yīng)用。[詳情]
-

半精鏜專用機床是加工汽車連桿的專用設(shè)備,自動化程度和設(shè)備運行可靠性要求較高,將PLC的高可靠性和程序編制的柔性運用于專用機床電控系統(tǒng)的設(shè)計,極大提高了鏜床系統(tǒng)的可靠性和鏜床的工作效率,減少了維修、維護的工作量,提高發(fā)動機及汽車的性能指標(biāo).本文詳細(xì)介紹半精鏜專用機床的PLC控制系統(tǒng),其中包括可編程控制器的機型選擇、輸入/輸出地址分配、可編程控制器梯形圖程序設(shè)計;并指出應(yīng)注意的一些問題。[詳情]
-
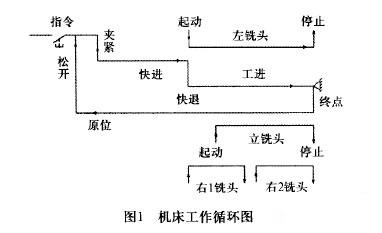
本文介紹了基于PLC的三面銑組合機床,詳細(xì)講述了PLC技術(shù)及特點,采用三菱電機的FX2N系列PLC,從工作原理、機床工作流程、PLC的I/O分配和硬件軟件設(shè)計。整個控制系統(tǒng)結(jié)構(gòu)簡單、輕巧、靈活性強、效率高,具有很高的自動化程度。[詳情]
-
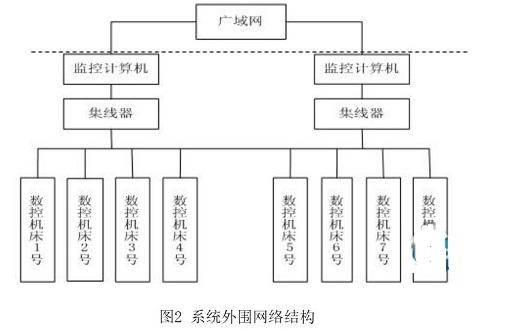
基于PLC技術(shù)的數(shù)控機床安全性設(shè)計
數(shù)控設(shè)備是技術(shù)密集型和知識密集型的機、電一體化產(chǎn)品,其技術(shù)先進(jìn)、結(jié)構(gòu)復(fù)雜、價格昂貴,隨著生產(chǎn)企業(yè)規(guī)模的不斷擴大及設(shè)備自動化程度的不斷提高,數(shù)控車間里所用的數(shù)控設(shè)備種類和數(shù)量也在不斷增加。要想更好地利用數(shù)控機床,就必須對數(shù)控機床的結(jié)構(gòu)功能及系統(tǒng)有充分的了解。[詳情]
-
一臺擁有為加工復(fù)雜形狀的工件而進(jìn)行數(shù)道工序、不同方式的加工性能的機械稱之為復(fù)合加工機床。為達(dá)到同樣目的,也有將控制坐標(biāo)多軸化、擴大加工功能、多機能化的使用方法。總之是用工序集成的方法提高生產(chǎn)效率,提高機床的附加價值。 [詳情]
-

基于PLC的數(shù)控加工中心兩軸聯(lián)動控制的研究
本文提出了一種數(shù)控加工中心兩軸聯(lián)動的應(yīng)用方案,該方案以HJD-4 數(shù)控加工中心試驗機為平臺,以PLC 為控制核心,通過PLC 按位進(jìn)行動作狀態(tài)設(shè)置,實現(xiàn)了加工中心單軸動作和兩軸聯(lián)動的手動切換功能。其邏輯簡單、可移植性強,并能通過程序擴展實現(xiàn)更多軸的聯(lián)動,可廣泛應(yīng)用于船用零部件加工及其他機械加工領(lǐng)域中。 [詳情]
-

伺服沖壓技術(shù)在數(shù)控轉(zhuǎn)塔沖床中的創(chuàng)新與應(yīng)用
本文針對數(shù)控轉(zhuǎn)塔沖床的伺服沖壓技術(shù)發(fā)展趨向,通過對SVR伺服電機驅(qū)動主傳動專利技術(shù)、DECV閥技術(shù)的伺服液壓系統(tǒng),以及有關(guān)轉(zhuǎn)盤模具庫與轉(zhuǎn)模專利新技術(shù)的介紹,使讀者進(jìn)一步了解當(dāng)前國內(nèi)外伺服驅(qū)動主傳動式數(shù)控轉(zhuǎn)塔沖床的技術(shù)動態(tài)與進(jìn)展,也對探知未來高性能板材沖壓加工設(shè)備的技術(shù)發(fā)展提供些許有益的參考。 [詳情]
-
開放式數(shù)控系統(tǒng)中的軟件PLC技術(shù)研究
本文討論開放式數(shù)控系統(tǒng)中嵌入式軟件PLC子系統(tǒng)的實現(xiàn)方法,給出了一個軟件PLC的結(jié)構(gòu)模型,對PLC的梯形圖程序編程環(huán)境、梯形圖程序與語言程序的相互轉(zhuǎn)換、PLC程序執(zhí)行等軟件部件的設(shè)計和開發(fā)進(jìn)行了詳細(xì)研究,并給出了一個梯形圖程序編輯及其與語言程序轉(zhuǎn)換的實例。 [詳情]
-
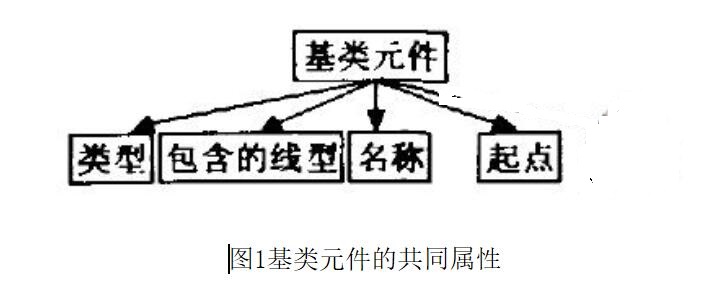
基于Windows的華中數(shù)控世紀(jì)星數(shù)控系統(tǒng)PLC編程系統(tǒng)設(shè)計
中數(shù)控世紀(jì)星數(shù)控系統(tǒng)采用"內(nèi)裝型”PLC。在DOS環(huán)境下使用C語言對其進(jìn)行編程,這種編程方法沒有采用Windows操作系統(tǒng)的方便和快捷,而且使用C語言編程同使用傳統(tǒng)的梯形圖編程相比,對編程人員的技術(shù)水平要求高,不便推廣使用。針對該問題,開發(fā)基于Windows操作環(huán)境的數(shù)控系統(tǒng)PLC編程系統(tǒng),主要介紹該編程系統(tǒng)的整體設(shè)計及梯形圖元件基類的設(shè)計。 [詳情]
- 1SIMATIC PCS neo:面向未來的DCS556312
- 2中國機器人產(chǎn)業(yè)發(fā)展報告(2019)176219
- 32019世界機器人大會圓滿落幕175234
- 4世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)175220
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)172074
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備165036
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議156851
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?131461
品專題")
升級")

