-

文章在對CNC 系統進行面向對象分析的基礎上,建立了以PC 機作為上位機、DSP 運動控制器作為下位機的主從式數控系統。以C ++ BUILDER為開發工具,采用模塊化結構設計,體現了數控系統開放性的基本思想。 [詳情]
-
五軸加工中由于旋轉運動的影響,會產生非線性誤差.文章介紹了5軸數控加工中RTCP/RPCP補償功能,系統闡述了以FAGOR為代表的數控系統升級改造過程,通過數控系統的改造升級使其具備RPCP功能。以典型零件加工實例,驗證改造方案的合理性,并通過與非RPCP功能在加工流程、加工精度和效率方面的對比,證明改造后具備RPCP功能機床性能的優越性。 [詳情]
-
為增強開放式數控系統的重構能力,采用層級式有限狀態機作為描述系統控制邏輯的行為模型,并給出了建模方法。為便于實施有限狀態機的機制,建立了有限狀態機基礎類庫,該類庫提供了定義和修改有限狀態機的接口。當系統擴充功能時,可以根據有限狀態機完成對系統行為的重構。通過向三軸數控銑床系統中添加刀具的監控功能,驗證了系統的行為重構能力。 [詳情]
-

數控技術應用于專用設備是企業發展的一個創新,對企業、社會的發展起到了推動作用,提高了企業的制造能力和水平,具有很重要的現實意義。 [詳情]
-

本文研究了基于標準伺服驅動組件的飛機制造數控柔性工裝結構和控制系統,分析了典型柔性工裝的結構布局及用途,提出采用標準化的伺服驅動組件和模塊化設計技術,能夠簡化柔性工裝結構,縮短制造周期。開發出基于現場總線和一體化伺服驅動單元技術的柔性工裝數控系統,使用工業控制編程語言IEC61131-3 編寫數控系統控制軟件。該系統具有系統配置功能,能夠滿足多種結構柔性工裝的控制要求。 [詳情]
-

隨著數控機床市場竟爭的日趨激烈,越來越多的機床制造商向其產業鏈上游的數控系統制造商提出:數控系統應具有更大的開放性,即在具備標準數控功能的同時,提供從軟件環境、通訊協議、外部接口直至系統內核的更加開放的,有利十機床制造商進行二次開發的硬件、軟件配置。 [詳情]
-

基于IPC+PMAC組成的上下位機模式的硬件平臺和win2000、vc6. 0、Pcomm32pro 組成的軟件平臺,利用自行開發的多任務軟件控制模塊,建立了BKX-I型變軸機床的開放式數控系統。和各個任務模塊之間的通訊作了闡述,對工件的具體加工、該類數控系統軟件制作以及該類機床的推廣和實用化有實際意義。[詳情]
-
文章講述了FANUC-15i系統的同步控制及同步控制補償的工作原理,并具體描寫了如何在實際工作中應用同步控制功能以及如何調整同步和利用同步控制補償消除同步超差的方法。 [詳情]
-
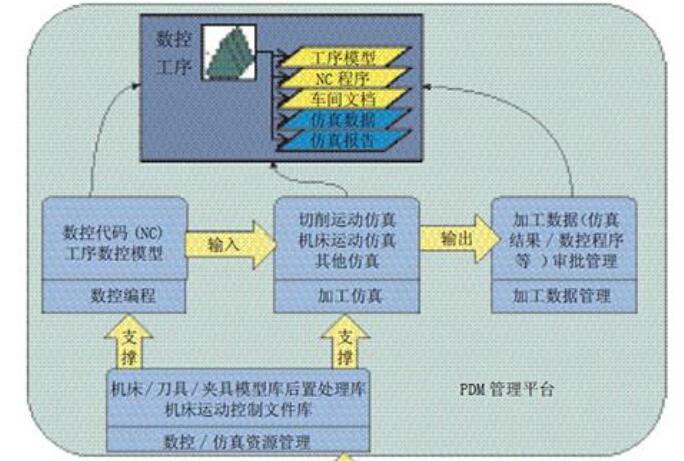
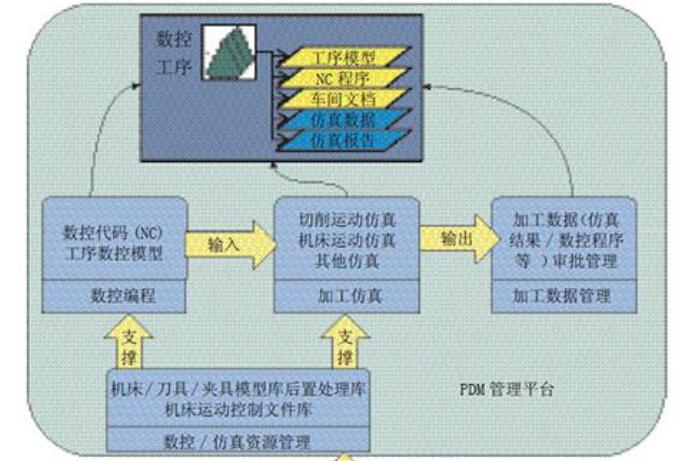
MBD全信息模型表達的工序模型(幾何實體、標注內容和工藝屬性信息)可以作為數控加工工藝準備唯一數據源,工藝設計、工裝設計、數控編程、加工仿真等應用重用一個MBD模型數據源[詳情]
-

本文詳細介紹了KT600數控系統的硬件、軟件構成與功能。給出了使用光纖數字伺服總線數控系統的整體結構。 [詳情]
-

并聯數控裝備的最大特點在于其結構簡單而控制復雜,且不同構型的并聯機構逆解方程和結構參數不盡相同,這對控制系統的靈活性和開放性提出了更高要求。由于在控制原理上存在較大差異,基于串聯機構設計的傳統數控系統無法直接應用于并聯機床這類獨特的場合。[詳情]
-

本文分析了我國目前數控改造的發展趨勢,介紹了DSP和單片機的特點及其在數控系統中的應用,提出了一種基于DSP和單片機的數控系統方案,實用表明該方案可行,該控制系統具有良好的工作性能,即可用于普通機床的數控改造,又可用于構成數控機床產品。 [詳情]
-

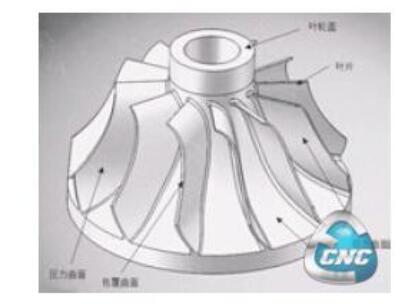
葉輪作為流體壓縮機中的核心零件,其數控加工質量直接決定其壽命、工作效率、工作成本等,本文以hypermill 作為構架研究數控數控加工解決方案。[詳情]
-

本文以開放式數控系統為依托.基于計算機和InterBus工業總線。重點研究英特馬達開放式三坐標數控銑床PLC單元與CNC單元的硬件集成、信息交互及邏輯控制程序設計中的關鍵技術。 [詳情]
-

本文根據以西門子840D數控系統為基礎的數控軋輥磨床特點和用戶落求,按照模塊化的軟件設計思想,利用Visual Basic6.0、Visual C++與西門子開發環境OEM相結合開發了軋輥磨床數控系統應用軟件,介紹了該應用軟件的工作目標、結構體系、功能模塊劃分、功能模塊通訊配置換方法和部分模塊的實際應用及實現。 [詳情]



