-

PLC技術(shù)的龍門式精密油壓機(jī)電氣設(shè)計(jì)核心步驟全攻略
本文闡述了一種基于PLC技術(shù)的龍門式精密油壓機(jī)電氣控制設(shè)計(jì),它采用可編程控制器為控制核心,分析了精密油壓機(jī)動(dòng)作流程,PLC控制系統(tǒng)軟、硬件設(shè)計(jì),給出了PLC接線圖和部分梯形圖精密直線位移傳感器、模擬輸入模塊、GP系列觸摸屏的使用,為提高龍門式精密油壓機(jī)系統(tǒng)性能,降低故障率,提高生產(chǎn)效率提供了有力的保障。[詳情]
-

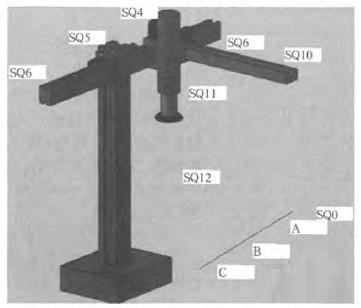
四軸聯(lián)動(dòng)簡易機(jī)械手的各個(gè)動(dòng)作和 狀態(tài)都由PLC控制,不僅能滿足機(jī)械手的手動(dòng)、半自動(dòng) 、自動(dòng)等操作方式所需的大量按扭、開關(guān)、位置檢測點(diǎn)的要求,更可通過接口元器件與計(jì)算機(jī)組成PLC工業(yè)局域網(wǎng),實(shí)現(xiàn)網(wǎng)絡(luò)通信與網(wǎng)絡(luò)控制。使四軸聯(lián)動(dòng)簡易機(jī) 械手能方便地嵌入到工業(yè)生產(chǎn)流水線中。[詳情]
-
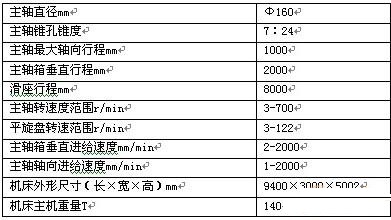
DVP-PM運(yùn)動(dòng)控制型PLC在大型數(shù)控銑鏜床上的應(yīng)用
隨著科學(xué)技術(shù)日新月異的發(fā)展,機(jī)床行業(yè)早已進(jìn)入了自動(dòng)化時(shí)代,普通機(jī)床已不能滿足加工精度和效率的要求。但數(shù)控機(jī)床的成本較高,對操作人員和維護(hù)人員也有一定的要求。為追求最大的性價(jià)比,我們選用了臺(tái)達(dá)PM系列運(yùn)動(dòng)控制器作為主要控制部件的方案。[詳情]
-

在數(shù)控機(jī)床中C1VC裝置對機(jī)床運(yùn)動(dòng)部件的控制都是通過PLC交互控制信號(hào)完成的。所以,在這兩部分中如果有故障出現(xiàn)都可以借助PLC的輸入/輸出接目信號(hào)大致診斷出故障部位。通過PLC對數(shù)控機(jī)床進(jìn)行故障診斷是一種重要的方法,本文就對其方法原理和一些實(shí)際中具體的做法進(jìn)行詳細(xì)闡述。[詳情]
-
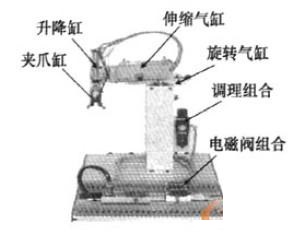
基于PLC控制的混合型氣動(dòng)機(jī)械手的設(shè)計(jì)與實(shí)現(xiàn)
該文介紹了一種以氣動(dòng)為主的混合驅(qū)動(dòng)氣動(dòng)機(jī)械手結(jié)構(gòu)及基于PLC的機(jī)械手控制系統(tǒng)的組成,完成了氣動(dòng)機(jī)械手的制作與調(diào)試。[詳情]
-

基于PLC的組合機(jī)床控制系統(tǒng)設(shè)計(jì)
可編程控制器(plc)是以微處理機(jī)為基礎(chǔ),綜合了計(jì)算機(jī)技術(shù)、自動(dòng)控制技術(shù)和通信技術(shù)等現(xiàn)代科技而發(fā)展起來的一種新型工業(yè)自動(dòng)控制裝置,其具有邏輯控制、計(jì)時(shí)、計(jì)數(shù)、數(shù)據(jù)處理、聯(lián)網(wǎng)與通信等強(qiáng)大功能,同時(shí),由于plc具有很高的可靠性和極大的應(yīng)用靈活性,用它來替代傳統(tǒng)的繼電接觸控制系統(tǒng)巳成為必然。[詳情]
-

基于PLC控制的SAURER400 織機(jī)送經(jīng)卷取伺服系統(tǒng)
SAURER400 型劍桿織機(jī)配備的是機(jī)械式送經(jīng)卷取裝置,使得織機(jī)結(jié)構(gòu)復(fù)雜、控制精度低、滯后嚴(yán)重。 針對這些問題,采用了PLC、伺服電機(jī)和觸摸屏對SAURER400 型劍桿織機(jī)的送經(jīng)卷取機(jī)構(gòu)進(jìn)行改進(jìn),設(shè)計(jì)了一套電子送經(jīng)卷取控制系統(tǒng)。 實(shí)驗(yàn)結(jié)果表明,該電子送經(jīng)卷取控制系統(tǒng)對經(jīng)紗張力波動(dòng)控制靈敏,控制精度大大提高,停開車稀密路得到明顯改善,斷頭明顯減少。[詳情]
-
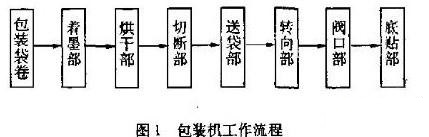
西門子S7-300 PLC在包裝機(jī)同步控制系統(tǒng)中的應(yīng)用
本文介紹了西門于S7-300在包裝機(jī)同步控制系統(tǒng)中的應(yīng)用。根據(jù)包裝機(jī)生產(chǎn)線的特點(diǎn),捉出了塞于模糊PID和現(xiàn)場總線的多電機(jī)同步拉制方案。應(yīng)用結(jié)果表明。該系統(tǒng)具有控剎精度高、成本低、成品率高、實(shí)時(shí)性強(qiáng)等特點(diǎn),能夠滿足包裝機(jī)的生產(chǎn)丟求。[詳情]
-

PLC間隙補(bǔ)償功能在數(shù)控機(jī)床上的應(yīng)用
由于機(jī)械電子技術(shù)的飛速發(fā)展,數(shù)控機(jī)床作為一種高精度、高效率、穩(wěn)定性強(qiáng)的自動(dòng)化加工裝備,已經(jīng)成為機(jī)械行業(yè)必不可少的現(xiàn)代化技術(shù)裝置。數(shù)控機(jī)床的定位精度是影響其高精度性能的一個(gè)重要方面,因而也是數(shù)控機(jī)床驗(yàn)收時(shí)的一個(gè)重要項(xiàng)目。利用數(shù)控系統(tǒng)的間隙補(bǔ)償功能進(jìn)行調(diào)整,可以大大提高數(shù)控機(jī)床的定位精度,而電氣控制系統(tǒng)不同,其定位精度的補(bǔ)償方法也不盡相同。[詳情]
-
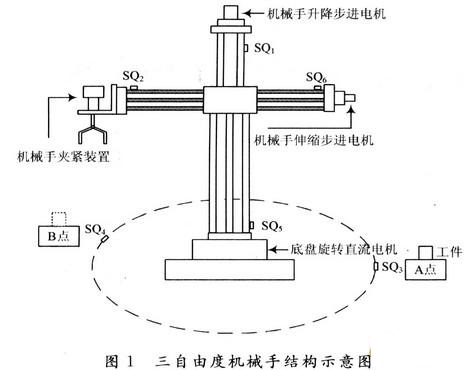
基于PLC的三自由度機(jī)械手控制系統(tǒng)設(shè)計(jì)與實(shí)現(xiàn)
為了提高機(jī)械手在工業(yè)生產(chǎn)中定位的精度,介紹一種基于PLC的三自由度機(jī)械手控制系統(tǒng)設(shè)計(jì)方案。方案中提出了步進(jìn)電機(jī)在機(jī)械手定位應(yīng)用中的一種新思路,詳細(xì)論述三自由度機(jī)械手控制系統(tǒng)的硬件結(jié)構(gòu)及軟件實(shí)現(xiàn)方法,并建立M("GS組態(tài)環(huán)境界面對系統(tǒng)的運(yùn)行進(jìn)行監(jiān)控。測試結(jié)果表明,該系統(tǒng)運(yùn)行穩(wěn)定,定位精確,具有較高的應(yīng)用價(jià)值。[詳情]
-
隨著社會(huì)生產(chǎn)不斷進(jìn)步和人們生活節(jié)奏不斷加快,人們對生產(chǎn)效率也不斷提出新要求。由于微電子技術(shù)和計(jì)算軟。[詳情]
-

基于PLC的螺旋焊管自動(dòng)優(yōu)化剪切系統(tǒng)的設(shè)計(jì)
本文分析了螺旋焊管生產(chǎn)過程中存在的問題,結(jié)合其工藝流程和工作原理,設(shè)計(jì)了一套軟件和硬件結(jié)合的鋼管自動(dòng)優(yōu)化剪切系統(tǒng),兩組PLC分別采集安放在不同工位的編碼器脈沖,通過無線以太網(wǎng)實(shí)時(shí)交換生產(chǎn)數(shù)據(jù),結(jié)合生產(chǎn)過程中用到的各個(gè)公式和規(guī)則,提出了飛剪優(yōu)化剪切算法,并編寫了相應(yīng)PLC控制程序,在現(xiàn)場進(jìn)行調(diào)試后,很好地完成了螺旋焊管自動(dòng)優(yōu)化剪切,系統(tǒng)得以成功應(yīng)用。實(shí)踐證明,該系統(tǒng)解決了原有生產(chǎn)線不合格廢管的產(chǎn)生問題。提高了生產(chǎn)線自動(dòng)化水平,并且避免了生產(chǎn)原料的浪費(fèi)。[詳情]
-
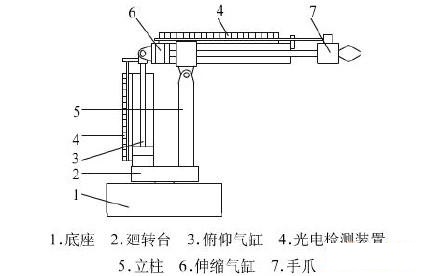
基于PLC的氣動(dòng)機(jī)械手控制系統(tǒng)設(shè)計(jì)
該文論述了一種基于PLC控制的氣動(dòng)機(jī)械手的結(jié)構(gòu)功能、控制原理,并介紹了用三菱PLC與各元器件的連接,PLC控制過程和程序設(shè)計(jì)。[詳情]
-
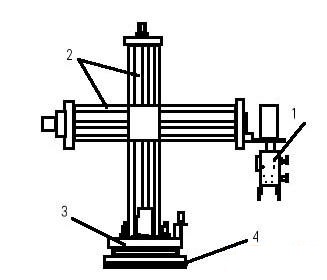
PLC在工業(yè)機(jī)械手控制設(shè)計(jì)中應(yīng)用
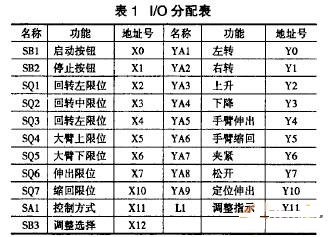
本文介紹了一種應(yīng)用于流水線的機(jī)械手運(yùn)動(dòng)控制系統(tǒng)。系統(tǒng)采用蘭菱FX系歹UPLO作為控制器,給出了具體的I/O分配、控制面板硬件接線圖及控制過程的詳解,軟件部分給出了PLO控制程序的SFC圖。安裝有組態(tài)王的計(jì)算機(jī)作為上位機(jī)進(jìn)行系統(tǒng)監(jiān)控,以便及時(shí)了解系統(tǒng)工作狀態(tài)。[詳情]
-
基于PLC的齒輪淬火機(jī)械手控制系統(tǒng)設(shè)計(jì)
在齒輪熱處理生產(chǎn)線上,齒輪淬火機(jī)械手將齒輪從加熱保溫爐中取出,首先放在淬火壓床工作臺(tái)上,在齒輪淬火后再將齒輪從淬火壓床上取下,放至滾道上,然后再進(jìn)入下一步工序。為了保證工件品質(zhì),須確保爐內(nèi)溫度和氣體成分波動(dòng)小,因而該工藝過程須嚴(yán)格控制開爐門時(shí)間。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS556339
- 2中國機(jī)器人產(chǎn)業(yè)發(fā)展報(bào)告(2019)176232
- 32019世界機(jī)器人大會(huì)圓滿落幕175253
- 4世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(二)175241
- 5世界機(jī)器人大會(huì)國際頂尖機(jī)器人領(lǐng)域?qū)<揖视^點(diǎn)集錦(一)172088
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備165061
- 7基于工業(yè)互聯(lián)網(wǎng)平臺(tái)上——智能工廠實(shí)現(xiàn)的幾點(diǎn)建議156869
- 8亞馬遜的智能物流倉儲(chǔ)系統(tǒng),離我們有多遠(yuǎn)?131471
品專題")
升級(jí)")

器人與智能制造")