-
本文介紹了利用三菱FX2N系列PLC對T68鏜床的改造。闡述了系統(tǒng)改造方案.同時根據(jù)T68鏜床的控制要求和特點,確定PLC的輸入輸出分配,在繼電器控制線路的基礎(chǔ)上。設(shè)計出梯形圖并進行現(xiàn)場調(diào)試。[詳情]
-
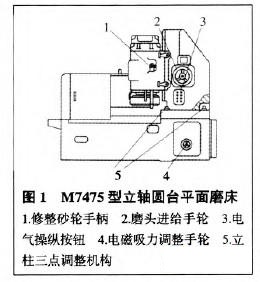
西門子S7-200 PLC在立軸圓臺平面磨床控制中的應(yīng)用
本文介紹了用西門子S7—200 PLC對M7475型立軸圓臺平面磨床控制系統(tǒng)進行的改造。利用PLC控制系統(tǒng),可實現(xiàn)磨床啟動、停止、砂輪轉(zhuǎn)動、工作臺移動和工作臺轉(zhuǎn)動,并且砂輪升降有手動和自動兩種控制方式:提供過載、斷相、零勵磁和零電壓保護;并可根據(jù)所吸工件的大小,靈活調(diào)節(jié)電磁吸盤的吸力。[詳情]
-
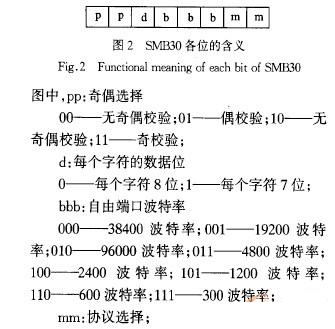
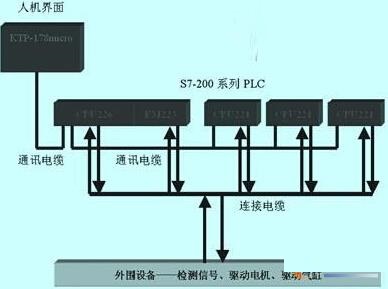
基于VB的S7200 PLC與上位機的串行通訊及應(yīng)用
在實現(xiàn)利用PLC作為下位機完成數(shù)據(jù)采集等功能時,PLC和上位機間的數(shù)據(jù)通訊是一關(guān)鍵環(huán)節(jié),為此需要對PLC與上位機間的串行通訊機理進行研究.詳細(xì)分析了西門子公司的SIMATIC S7—200系列PLC與上位機間的串行通訊原理和方法,給出了在visuaI BaSic環(huán)境下的PLC與上位機之間通訊程序的設(shè)計方法,設(shè)計的程序保證了在viSual BaSic環(huán)境下的PLC與上位機之間的通訊,并應(yīng)用于某自動卸胎機械手的設(shè)計。該方案對小規(guī)模系統(tǒng)具有現(xiàn)實意義。[詳情]
-

西門子S7-200 PLC在雙柱立式車床控制中的應(yīng)用
本文介紹了用可編程序控制器來對雙柱立式車床控制系統(tǒng)進行現(xiàn)代化改造,簡要敘述了雙柱立式車床的工作原理及用PLC進行改造設(shè)計的方法和設(shè)計步驟,并給出PLC編程程序梯形圖。PLC控制的特點使原機床控制大大的簡單化,并且維修方便,易于檢查。節(jié)省大量的繼電器元件,使機床的工作效率更高。[詳情]
-

PLC可編程控制器基礎(chǔ)及發(fā)展應(yīng)用
PLC是一種專門為在工業(yè)環(huán)境下應(yīng)用而設(shè)計的數(shù)字運算操作的電子裝置。它采用可以編制程序的存儲器,用來在其內(nèi)部存儲執(zhí)行邏輯運算、順序運算、計時、計數(shù)和算術(shù)運算等操作的指令,并能通過數(shù)字式或模擬式的輸入和輸出,控制各種類型的機械或生產(chǎn)過程。PLC及其有關(guān)的外圍設(shè)備都應(yīng)該按易于與工業(yè)控制系統(tǒng)形成一個整體,易于擴展其功能的原則而設(shè)計。本文論述了PLC的內(nèi)部結(jié)構(gòu),發(fā)展歷史及其基本原理構(gòu)成。[詳情]
-

基于PLC控制的龍門吊自動轉(zhuǎn)向系統(tǒng)的設(shè)計與實現(xiàn)
本文針對龍門吊抓取貨物時通過限界過于狹窄的缺點,本文提出了基于PLC控制的自動轉(zhuǎn)向系統(tǒng)實現(xiàn)方案,保證了龍門吊轉(zhuǎn)向控制的安全性和可靠性,并增強了控制系統(tǒng)的靈活性[詳情]
-
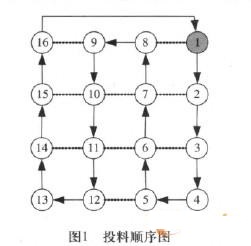
實現(xiàn)摩擦材料生產(chǎn)線的自動化。設(shè)計了自動投料系統(tǒng)。采用高精度傳感器進行稱重。采用數(shù)控滑臺控制料杯的位置,用PLC控制步進電機來實現(xiàn)滑臺的位置控制。并對系統(tǒng)硬件結(jié)果和軟件系統(tǒng)進行設(shè)計,制作了樣機。實踐表明,該系統(tǒng)運行穩(wěn)定,成本低廉,適合推廣使用。[詳情]
-
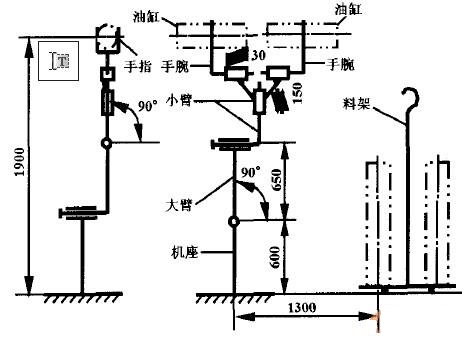
本文以數(shù)控機床的上下料機械手為研究對象,采用可編程控制器(PLC)對其液壓驅(qū)動裝置進行控制,實現(xiàn)了系統(tǒng)的智能化和柔性化。對系統(tǒng)的工作原理及機械本體、液壓驅(qū)動和PLC控制方案等方面進行了較為詳盡的論述。[詳情]
-
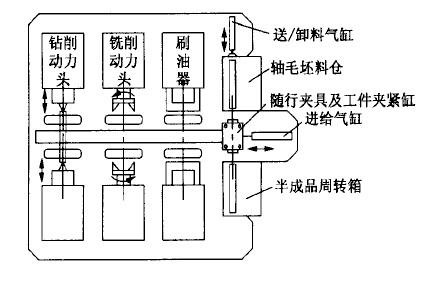
文章在分析軸類零件傳統(tǒng)加工工藝的基礎(chǔ)上,推出了一種基于PLC控制的軸加工組合機床,闡述了其機械結(jié)構(gòu)與控制系統(tǒng),該機床將銑削動力頭、鉆削動力頭和刷油器對稱直線布置,采用氣缸實現(xiàn)工件的裝卸與各工位的往復(fù)循環(huán),該組合機床各功能部件對稱直線布置的這一結(jié)構(gòu)特點,為其結(jié)構(gòu)的簡化與功能的柔性化奠定了良好的基礎(chǔ),是一款加工軸類及箱體類工件的經(jīng)濟實用型專用設(shè)備。[詳情]
-
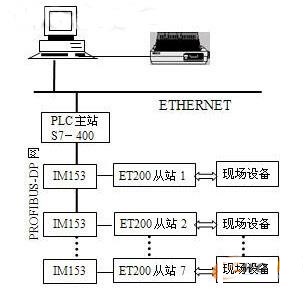
基于PROFIBUS-DP的鋼鐵造型生產(chǎn)線PLC控制系統(tǒng)設(shè)計
本文介紹了某鋼鐵廠造型生產(chǎn)線PLC控制系統(tǒng)技術(shù)改造方案,本系統(tǒng)采用PROFIBUS-DP過程現(xiàn)場總線技術(shù)實現(xiàn)主站與從站的數(shù)據(jù)交換和分布式控制功能,通過上位機進行集中控制,完成可視化人機操作界面、通信、聯(lián)網(wǎng)等功能。該方案適用于其它工業(yè)控制系統(tǒng)。[詳情]
-

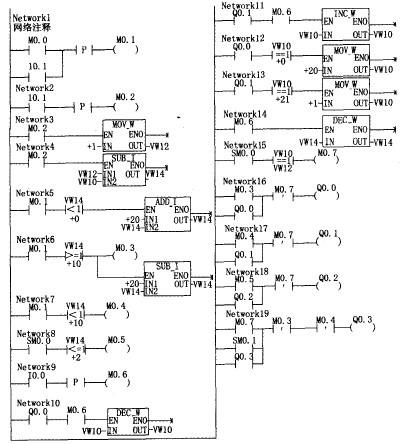
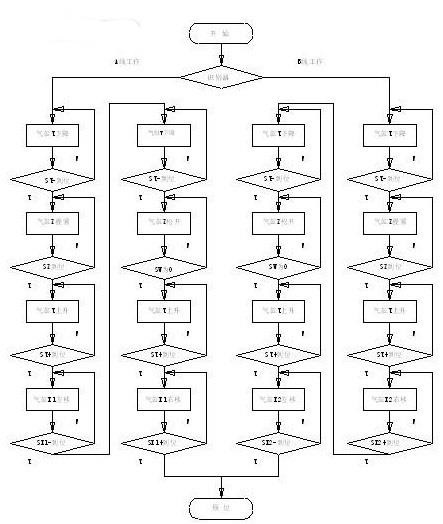
本文通過對自動生產(chǎn)線上2種工件進行自動分選,對自動分選裝置動作過程進行分析,按實際工況要求,設(shè)計出自動控制系統(tǒng)。闡述系統(tǒng)中各軟硬件的配置,及系統(tǒng)中順序控制智能化創(chuàng)新設(shè)計和解決的關(guān)鍵問題。[詳情]
-
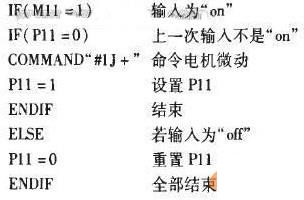
數(shù)控系統(tǒng)PMAC的軟件PLC中觸發(fā)條件的應(yīng)用
本文簡要介紹PMAC運動控制器及基于PMAC的軟件PLC的特點,詳細(xì)介紹軟件PLC中邊沿觸發(fā)功能的實現(xiàn)及應(yīng)用實例。[詳情]
-
基于西門子S7-200PLC控制器,研究現(xiàn)代加工中心隨機換刀方式的實現(xiàn)方法,通過編程方式著重介紹刀庫定位的控制過程,同時給出相應(yīng)的控制流程圖和梯形圖程序。[詳情]
-
本文介紹了西門子S7-400H可編程控制器(PLC)的結(jié)構(gòu)和工作原理,以及在石化裝置應(yīng)用過程中的故障分析和相應(yīng)的處理方法。[詳情]
-
本文以Supfina公司生產(chǎn)的雙軸平面磨床為例,在詳細(xì)的敘述該機床的結(jié)構(gòu)和工藝流程的基礎(chǔ)上,介紹S7-300 PLC應(yīng)用技術(shù)。[詳情]
- 1SIMATIC PCS neo:面向未來的DCS556312
- 2中國機器人產(chǎn)業(yè)發(fā)展報告(2019)176219
- 32019世界機器人大會圓滿落幕175234
- 4世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(二)175220
- 5世界機器人大會國際頂尖機器人領(lǐng)域?qū)<揖视^點集錦(一)172074
- 6格力開始發(fā)力工業(yè)領(lǐng)域 將投10億生產(chǎn)高端醫(yī)療設(shè)備165036
- 7基于工業(yè)互聯(lián)網(wǎng)平臺上——智能工廠實現(xiàn)的幾點建議156851
- 8亞馬遜的智能物流倉儲系統(tǒng),離我們有多遠(yuǎn)?131461
品專題")
升級")

